Why pH matters in metal processing?
In metal processing, pH directly affects metal ion solubility, reaction kinetics, coating adhesion, surface morphology, corrosion rate, bath stability, precipitation behavior, sludge formation, wastewater treatment efficiency, and regulatory compliance, making it one of the most critical control parameters across pickling, electroplating, anodizing, phosphating, and surface finishing operations.
- Metal ion solubility: pH controls the dissolution and stability of metal ions (e.g., Fe²⁺, Zn²⁺, Ni²⁺, Cu²⁺), determining whether metals remain in solution or precipitate as hydroxides.
- Reaction kinetics: Acidic or alkaline conditions influence reaction rate constants, directly affecting etching speed, deposition rate, and coating uniformity.
- Coating adhesion: Proper pH ensures optimal surface activation and phosphate or oxide layer formation, improving bonding strength and durability.
- Surface morphology: pH imbalance can lead to roughness, pitting, or uneven crystal growth, impacting appearance and functional performance.
- Corrosion rate: Excessively low or high pH accelerates electrochemical corrosion reactions, damaging substrates and processing equipment.
- Bath stability: Controlled pH maintains electrolyte balance, buffering capacity, and predictable chemical performance over time.
- Precipitation behavior: Deviations promote unwanted hydroxide or salt precipitation, causing sludge formation and filtration challenges.
- Sludge formation: Improper pH increases insoluble by-products, raising disposal cost and reducing bath lifespan.
- Wastewater treatment efficiency: Neutralization, coagulation, and metal hydroxide precipitation depend strongly on pH adjustment.
- Regulatory compliance: Environmental discharge standards require strict pH and heavy metal limits, necessitating accurate monitoring and documentation.
How does pH influence metal processing quality and safety?
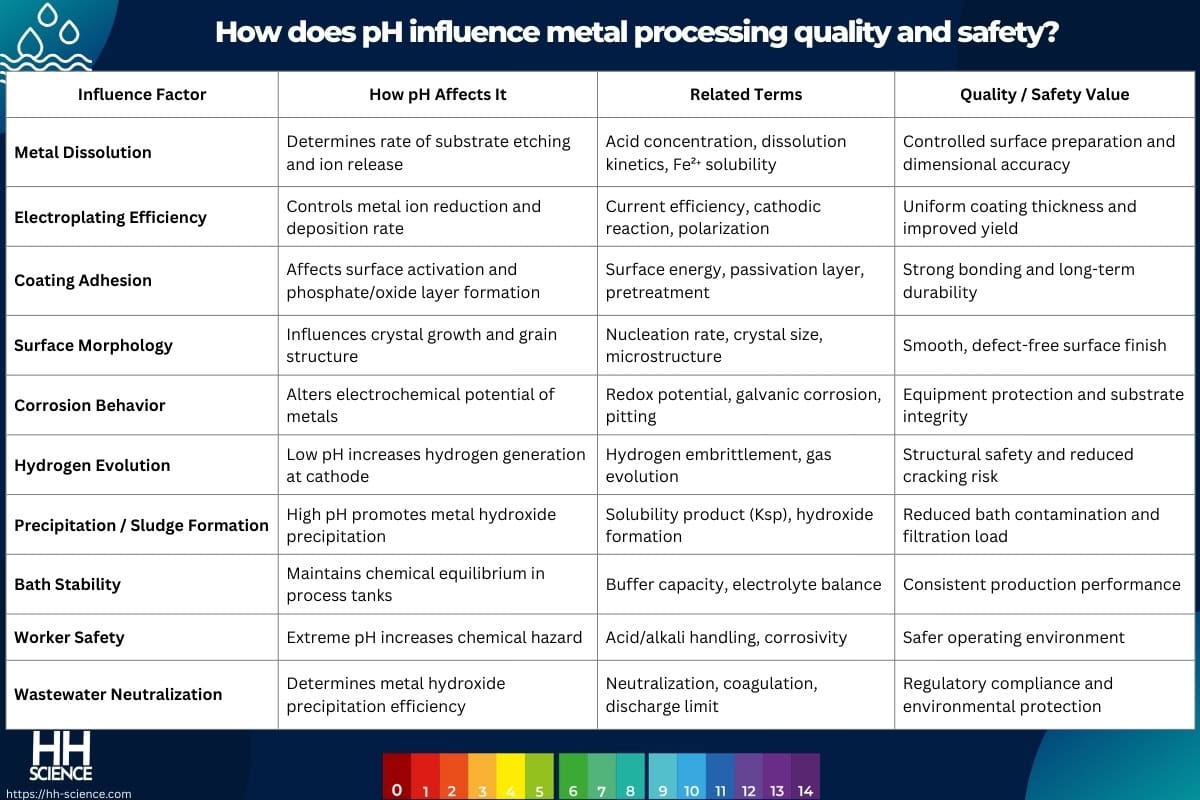
In metal processing, pH influences both quality and safety by controlling metal dissolution equilibrium, electrochemical potential, deposition efficiency, surface activation, precipitation thresholds, corrosion kinetics, hydrogen evolution, sludge formation, and wastewater neutralization performance; because hydrogen ion concentration directly shifts reaction thermodynamics and kinetics, even small pH deviations can alter coating thickness uniformity, adhesion strength, bath stability, worker exposure risk, and environmental discharge compliance.
| Influence Factor | How pH Affects It | Related Terms | Quality / Safety Value |
| Metal Dissolution | Determines rate of substrate etching and ion release | Acid concentration, dissolution kinetics, Fe²⁺ solubility | Controlled surface preparation and dimensional accuracy |
| Electroplating Efficiency | Controls metal ion reduction and deposition rate | Current efficiency, cathodic reaction, polarization | Uniform coating thickness and improved yield |
| Coating Adhesion | Affects surface activation and phosphate/oxide layer formation | Surface energy, passivation layer, pretreatment | Strong bonding and long-term durability |
| Surface Morphology | Influences crystal growth and grain structure | Nucleation rate, crystal size, microstructure | Smooth, defect-free surface finish |
| Corrosion Behavior | Alters electrochemical potential of metals | Redox potential, galvanic corrosion, pitting | Equipment protection and substrate integrity |
| Hydrogen Evolution | Low pH increases hydrogen generation at cathode | Hydrogen embrittlement, gas evolution | Structural safety and reduced cracking risk |
| Precipitation / Sludge Formation | High pH promotes metal hydroxide precipitation | Solubility product (Ksp), hydroxide formation | Reduced bath contamination and filtration load |
| Bath Stability | Maintains chemical equilibrium in process tanks | Buffer capacity, electrolyte balance | Consistent production performance |
| Worker Safety | Extreme pH increases chemical hazard | Acid/alkali handling, corrosivity | Safer operating environment |
| Wastewater Neutralization | Determines metal hydroxide precipitation efficiency | Neutralization, coagulation, discharge limit | Regulatory compliance and environmental protection |
Why are metal processing systems sensitive to pH deviations?
Metal processing systems are highly sensitive to pH deviations because most surface treatment, electrochemical, and precipitation reactions operate within narrow thermodynamic and kinetic windows where hydrogen ion concentration directly controls metal ion solubility (Ksp equilibrium), redox potential, current efficiency, surface activation state, buffer capacity, and electrolyte stability; even small pH shifts can change reaction pathways, alter deposition morphology, accelerate corrosion mechanisms, and destabilize bath chemistry.
If pH is not correctly maintained, potential effects include uneven coating thickness, poor adhesion, pitting or rough surface finish, hydrogen embrittlement risk during electroplating, accelerated equipment corrosion, excessive sludge formation from metal hydroxide precipitation, shortened bath lifespan, increased chemical consumption for correction dosing, unstable current efficiency, wastewater discharge violations, and ultimately reduced production yield, higher operating cost, safety hazards, and regulatory non-compliance.
Typical pH ranges and control targets in metal processing
Typical pH ranges and control targets in metal processing vary by process stage—such as pickling, electroplating, phosphating, anodizing, and wastewater neutralization—because each operation relies on specific metal ion solubility limits, redox potential windows, buffer capacity, and reaction kinetics to achieve consistent surface quality and bath stability. Defining precise setpoints and allowable control bands ensures predictable deposition efficiency, minimized sludge formation, controlled corrosion behavior, optimized chemical consumption, and compliance with environmental discharge standards.
Common pH ranges in metal processing
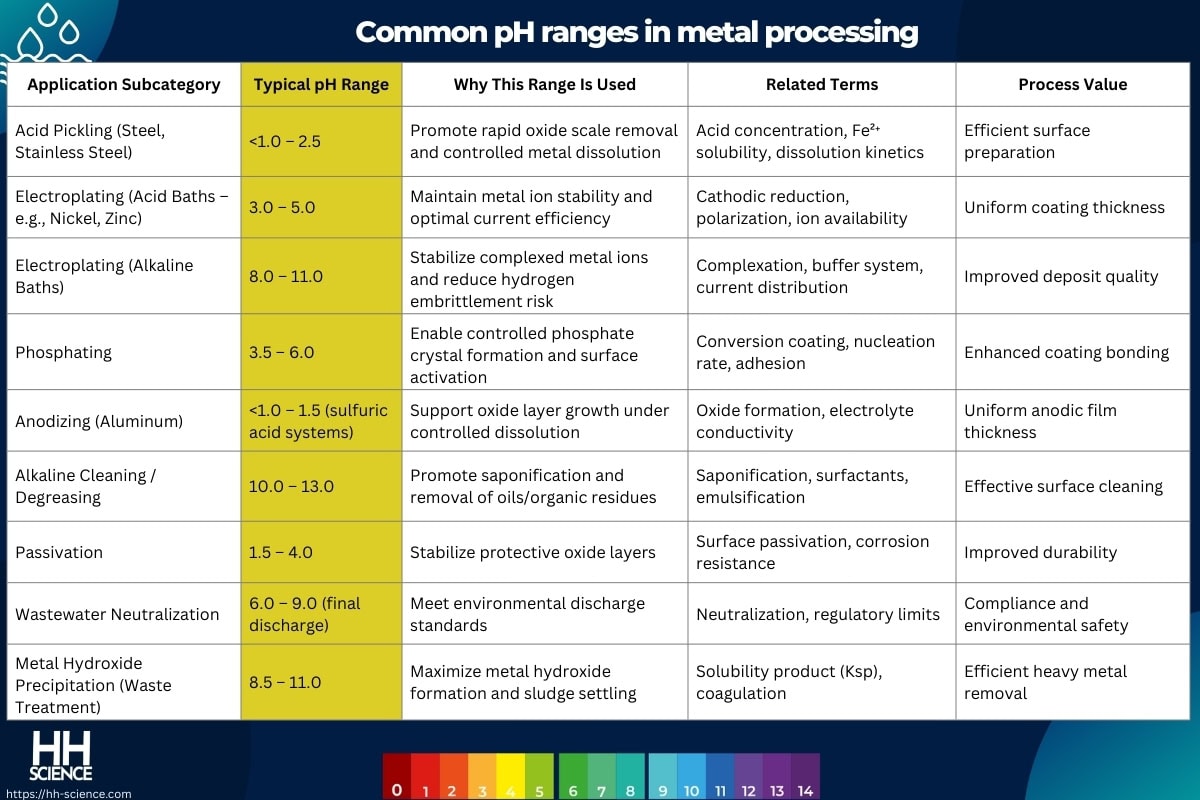
In metal processing, pH ranges vary significantly depending on the process stage, typically spanning from <1.0 in strong acid pickling, 1.5–5.0 in electroplating baths, 3.5–6.0 in phosphating, 8.0–13.0 in alkaline cleaning and anodizing, to 8.5–11.0 in wastewater neutralization and metal precipitation, because each operation depends on specific metal ion solubility limits, redox potential windows, reaction kinetics, and precipitation thresholds to achieve controlled surface treatment, stable bath chemistry, and environmental compliance. These ranges are defined to balance dissolution efficiency, coating adhesion, electrolyte stability, hydroxide formation control, corrosion prevention, and regulatory discharge requirements.
| Application Subcategory | Typical pH Range | Why This Range Is Used | Related Terms | Process Value |
| Acid Pickling (Steel, Stainless Steel) | <1.0 – 2.5 | Promote rapid oxide scale removal and controlled metal dissolution | Acid concentration, Fe²⁺ solubility, dissolution kinetics | Efficient surface preparation |
| Electroplating (Acid Baths – e.g., Nickel, Zinc) | 3.0 – 5.0 | Maintain metal ion stability and optimal current efficiency | Cathodic reduction, polarization, ion availability | Uniform coating thickness |
| Electroplating (Alkaline Baths) | 8.0 – 11.0 | Stabilize complexed metal ions and reduce hydrogen embrittlement risk | Complexation, buffer system, current distribution | Improved deposit quality |
| Phosphating | 3.5 – 6.0 | Enable controlled phosphate crystal formation and surface activation | Conversion coating, nucleation rate, adhesion | Enhanced coating bonding |
| Anodizing (Aluminum) | <1.0 – 1.5 (sulfuric acid systems) | Support oxide layer growth under controlled dissolution | Oxide formation, electrolyte conductivity | Uniform anodic film thickness |
| Alkaline Cleaning / Degreasing | 10.0 – 13.0 | Promote saponification and removal of oils/organic residues | Saponification, surfactants, emulsification | Effective surface cleaning |
| Passivation | 1.5 – 4.0 | Stabilize protective oxide layers | Surface passivation, corrosion resistance | Improved durability |
| Wastewater Neutralization | 6.0 – 9.0 (final discharge) | Meet environmental discharge standards | Neutralization, regulatory limits | Compliance and environmental safety |
| Metal Hydroxide Precipitation (Waste Treatment) | 8.5 – 11.0 | Maximize metal hydroxide formation and sludge settling | Solubility product (Ksp), coagulation | Efficient heavy metal removal |
Factors that define pH control targets
In metal processing, pH control targets are defined by process chemistry, metal type and solubility characteristics, reaction kinetics, redox potential requirements, electrolyte composition, temperature, buffer capacity, contamination and drag-in rate, current density (in electrochemical processes), equipment material compatibility, wastewater discharge regulations, and production quality specifications, because each of these factors directly influences metal ion equilibrium, deposition efficiency, precipitation thresholds, corrosion behavior, bath stability, and final product performance.
- Process chemistry: The specific treatment step (pickling, plating, phosphating, anodizing, cleaning, neutralization) determines the optimal hydrogen ion concentration required for controlled dissolution or deposition.
- Metal type and solubility: Different metals (Fe, Zn, Ni, Cu, Al, Cr) have distinct solubility curves and hydroxide precipitation points, defining narrow operational pH windows.
- Reaction kinetics: pH affects reaction rate constants and mass transfer behavior, influencing etching speed, coating thickness, and uniformity.
- Redox potential requirements: Electrochemical processes depend on controlled oxidation-reduction conditions that are strongly linked to pH-dependent electrode potential.
- Electrolyte composition: Acid strength, complexing agents, additives, and ionic strength determine buffering capacity and stability range.
- Temperature: Elevated temperatures shift equilibrium constants and accelerate chemical reactions, requiring tighter pH control.
- Buffer capacity: Systems with higher buffering resist rapid pH drift, while low-buffer baths require more precise dosing control.
- Contamination and drag-in: Introduction of rinse water, oils, or metal ions alters bath chemistry and can shift pH away from target.
- Current density (electroplating): Electrical load changes hydrogen evolution rate and local pH at the electrode surface.
- Equipment material compatibility: Tank liners, pumps, and piping materials require specific pH limits to prevent corrosion or degradation.
- Wastewater discharge regulations: Final effluent pH and dissolved metal limits define allowable neutralization targets.
- Production quality specifications: Coating thickness tolerance, adhesion strength, surface roughness, and corrosion resistance requirements dictate strict control bands.
What happens when pH is out of range in metal processing?
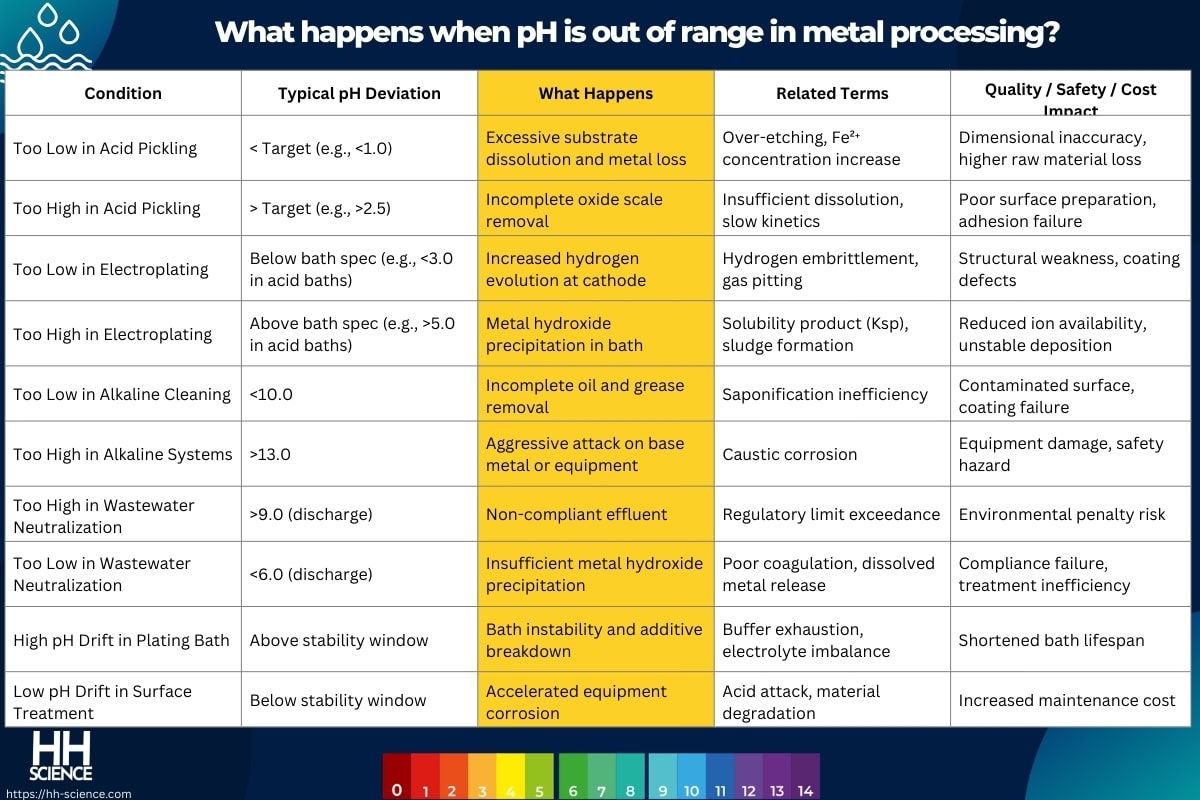
When pH in metal processing moves outside its specified control range, it can cause uneven metal dissolution, poor coating adhesion, irregular deposition thickness, surface defects (pitting or roughness), hydrogen embrittlement risk, accelerated equipment corrosion, excessive metal hydroxide precipitation, sludge accumulation, bath instability, reduced current efficiency, increased chemical consumption, wastewater non-compliance, and production downtime, because hydrogen ion concentration directly shifts metal ion solubility equilibrium (Ksp), redox potential, reaction kinetics, buffer capacity, and electrochemical behavior within the treatment bath.
| Condition | Typical pH Deviation | What Happens | Related Terms | Quality / Safety / Cost Impact |
| Too Low in Acid Pickling | < Target (e.g., <1.0) | Excessive substrate dissolution and metal loss | Over-etching, Fe²⁺ concentration increase | Dimensional inaccuracy, higher raw material loss |
| Too High in Acid Pickling | > Target (e.g., >2.5) | Incomplete oxide scale removal | Insufficient dissolution, slow kinetics | Poor surface preparation, adhesion failure |
| Too Low in Electroplating | Below bath spec (e.g., <3.0 in acid baths) | Increased hydrogen evolution at cathode | Hydrogen embrittlement, gas pitting | Structural weakness, coating defects |
| Too High in Electroplating | Above bath spec (e.g., >5.0 in acid baths) | Metal hydroxide precipitation in bath | Solubility product (Ksp), sludge formation | Reduced ion availability, unstable deposition |
| Too Low in Alkaline Cleaning | <10.0 | Incomplete oil and grease removal | Saponification inefficiency | Contaminated surface, coating failure |
| Too High in Alkaline Systems | >13.0 | Aggressive attack on base metal or equipment | Caustic corrosion | Equipment damage, safety hazard |
| Too High in Wastewater Neutralization | >9.0 (discharge) | Non-compliant effluent | Regulatory limit exceedance | Environmental penalty risk |
| Too Low in Wastewater Neutralization | <6.0 (discharge) | Insufficient metal hydroxide precipitation | Poor coagulation, dissolved metal release | Compliance failure, treatment inefficiency |
| High pH Drift in Plating Bath | Above stability window | Bath instability and additive breakdown | Buffer exhaustion, electrolyte imbalance | Shortened bath lifespan |
| Low pH Drift in Surface Treatment | Below stability window | Accelerated equipment corrosion | Acid attack, material degradation | Increased maintenance cost |
Effects of low pH in metal processing
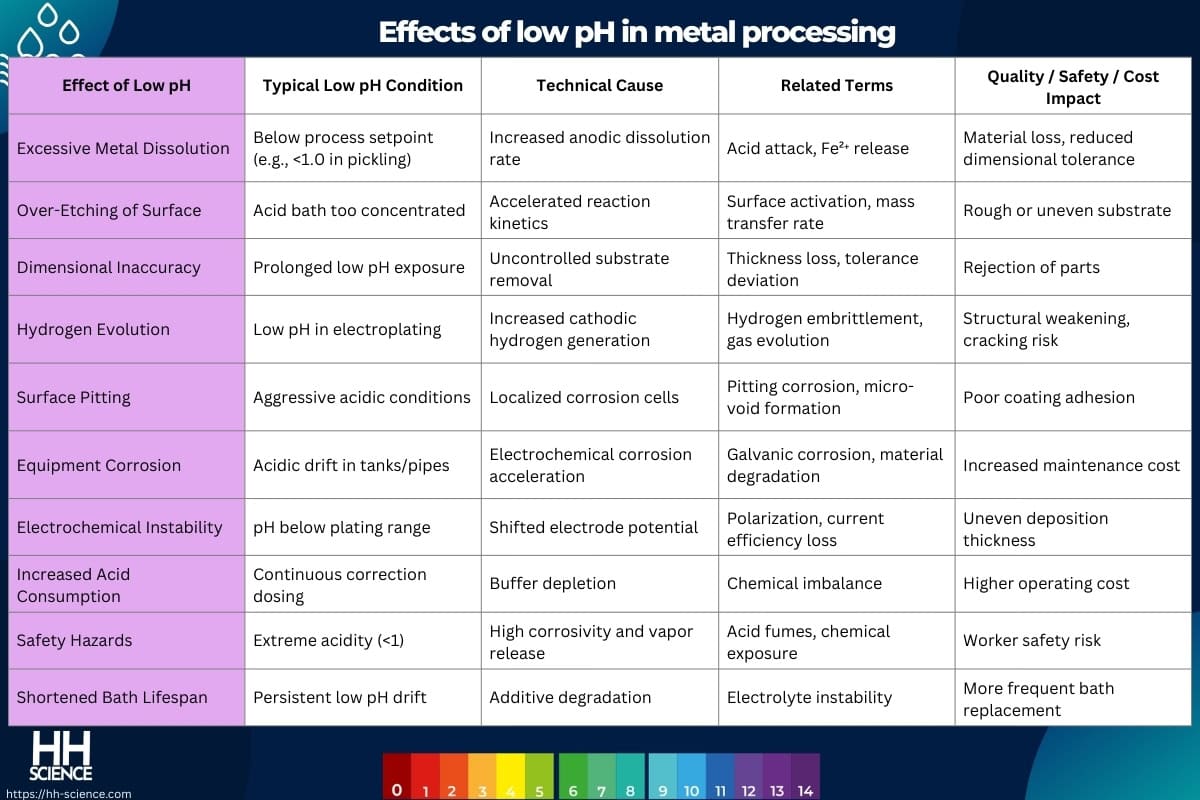
Low pH in metal processing can cause excessive metal dissolution, over-etching, dimensional loss, hydrogen evolution and embrittlement, accelerated equipment corrosion, unstable electrochemical potential, increased acid consumption, surface pitting, rough coating morphology, and safety hazards, because elevated hydrogen ion concentration increases metal solubility, shifts redox potential, accelerates anodic dissolution reactions, promotes hydrogen generation at cathodic surfaces, and enhances corrosive attack on both workpieces and processing equipment.
| Effect of Low pH | Typical Low pH Condition | Technical Cause | Related Terms | Quality / Safety / Cost Impact |
| Excessive Metal Dissolution | Below process setpoint (e.g., <1.0 in pickling) | Increased anodic dissolution rate | Acid attack, Fe²⁺ release | Material loss, reduced dimensional tolerance |
| Over-Etching of Surface | Acid bath too concentrated | Accelerated reaction kinetics | Surface activation, mass transfer rate | Rough or uneven substrate |
| Dimensional Inaccuracy | Prolonged low pH exposure | Uncontrolled substrate removal | Thickness loss, tolerance deviation | Rejection of parts |
| Hydrogen Evolution | Low pH in electroplating | Increased cathodic hydrogen generation | Hydrogen embrittlement, gas evolution | Structural weakening, cracking risk |
| Surface Pitting | Aggressive acidic conditions | Localized corrosion cells | Pitting corrosion, micro-void formation | Poor coating adhesion |
| Equipment Corrosion | Acidic drift in tanks/pipes | Electrochemical corrosion acceleration | Galvanic corrosion, material degradation | Increased maintenance cost |
| Electrochemical Instability | pH below plating range | Shifted electrode potential | Polarization, current efficiency loss | Uneven deposition thickness |
| Increased Acid Consumption | Continuous correction dosing | Buffer depletion | Chemical imbalance | Higher operating cost |
| Safety Hazards | Extreme acidity (<1) | High corrosivity and vapor release | Acid fumes, chemical exposure | Worker safety risk |
| Shortened Bath Lifespan | Persistent low pH drift | Additive degradation | Electrolyte instability | More frequent bath replacement |
Effects of high pH in metal processing
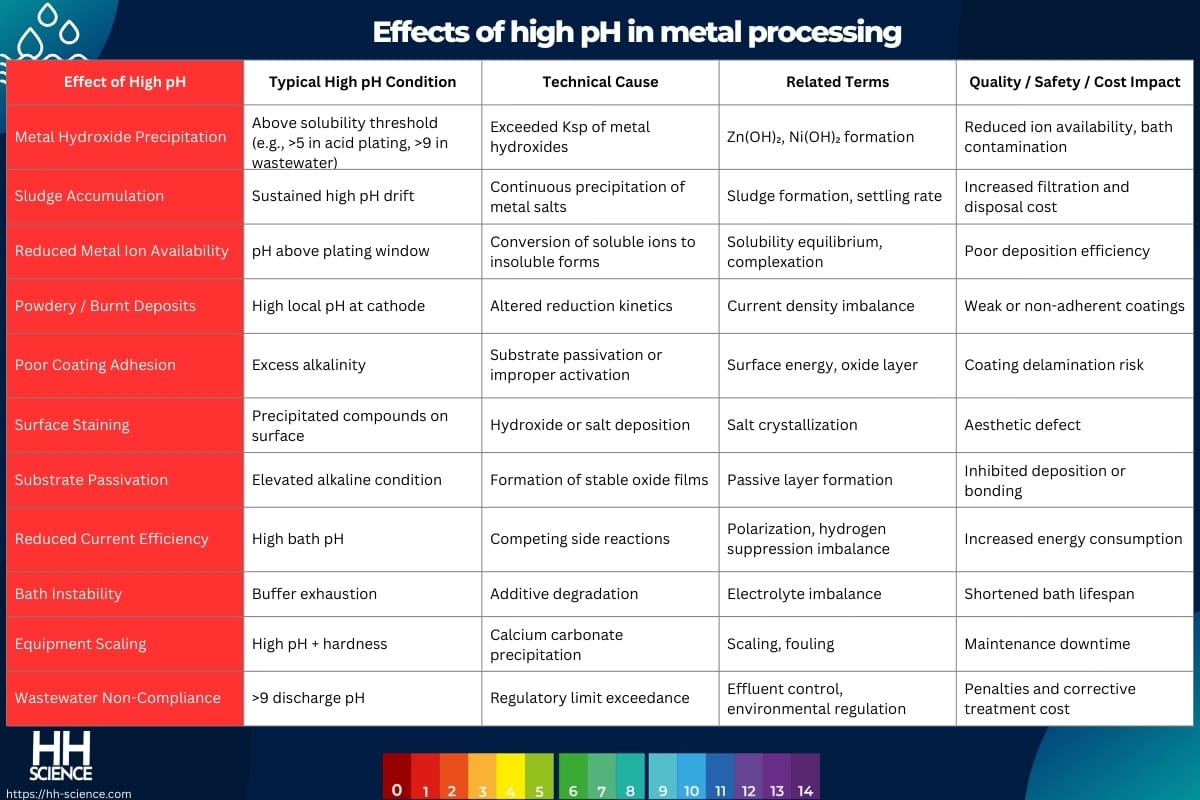
High pH in metal processing can cause metal hydroxide precipitation, sludge accumulation, reduced metal ion availability, uneven or powdery deposits, poor coating adhesion, surface staining, passivation of substrates, reduced current efficiency, bath instability, equipment scaling, wastewater treatment imbalance, and discharge non-compliance, because elevated hydroxide ion concentration shifts metal solubility equilibrium (Ksp), promotes formation of insoluble metal hydroxides, alters electrode potential, suppresses proper reduction reactions, and destabilizes electrolyte chemistry.
| Effect of High pH | Typical High pH Condition | Technical Cause | Related Terms | Quality / Safety / Cost Impact |
| Metal Hydroxide Precipitation | Above solubility threshold (e.g., >5 in acid plating, >9 in wastewater) | Exceeded Ksp of metal hydroxides | Zn(OH)₂, Ni(OH)₂ formation | Reduced ion availability, bath contamination |
| Sludge Accumulation | Sustained high pH drift | Continuous precipitation of metal salts | Sludge formation, settling rate | Increased filtration and disposal cost |
| Reduced Metal Ion Availability | pH above plating window | Conversion of soluble ions to insoluble forms | Solubility equilibrium, complexation | Poor deposition efficiency |
| Powdery / Burnt Deposits | High local pH at cathode | Altered reduction kinetics | Current density imbalance | Weak or non-adherent coatings |
| Poor Coating Adhesion | Excess alkalinity | Substrate passivation or improper activation | Surface energy, oxide layer | Coating delamination risk |
| Surface Staining | Precipitated compounds on surface | Hydroxide or salt deposition | Salt crystallization | Aesthetic defect |
| Substrate Passivation | Elevated alkaline condition | Formation of stable oxide films | Passive layer formation | Inhibited deposition or bonding |
| Reduced Current Efficiency | High bath pH | Competing side reactions | Polarization, hydrogen suppression imbalance | Increased energy consumption |
| Bath Instability | Buffer exhaustion | Additive degradation | Electrolyte imbalance | Shortened bath lifespan |
| Equipment Scaling | High pH + hardness | Calcium carbonate precipitation | Scaling, fouling | Maintenance downtime |
| Wastewater Non-Compliance | >9 discharge pH | Regulatory limit exceedance | Effluent control, environmental regulation | Penalties and corrective treatment cost |
Operational, quality, and compliance risks
When pH is out of range in metal processing systems, the consequences extend beyond simple chemical imbalance and translate into operational instability, product quality degradation, and regulatory compliance exposure, because hydrogen ion concentration directly governs metal ion solubility (Ksp equilibrium), redox potential, reaction kinetics, electrolyte stability, sludge formation, and wastewater neutralization efficiency.
- Operational risks: Off-spec pH disrupts bath chemistry stability, reduces current efficiency, accelerates additive breakdown, increases sludge accumulation, promotes equipment corrosion or scaling, and drives higher corrective chemical dosing, leading to reduced production uptime, higher maintenance frequency, increased energy consumption, and elevated total operating cost.
- Quality risks: pH deviation alters surface activation, deposition uniformity, grain structure, coating adhesion, and thickness tolerance, potentially causing pitting, rough morphology, hydrogen embrittlement, coating delamination, dimensional inaccuracy, and ultimately higher rejection rates or warranty failures.
- Compliance risks: Improper pH control in process baths or effluent treatment can prevent effective heavy metal precipitation, exceed discharge limits (typically pH 6–9 for effluent), violate environmental permits, trigger fines or shutdown orders, and create documentation gaps that compromise audit readiness and legal defensibility.
pH measurement challenges in metal processing applications
Accurate pH measurement in metal processing applications presents significant technical challenges due to high ionic strength electrolytes, extreme acid or alkaline conditions, elevated temperatures, suspended solids, metal ion contamination, oxidative or reductive environments, and fluctuating process loads, all of which can affect electrode slope stability, reference junction integrity, diffusion potential, and long-term calibration accuracy. Understanding these stress factors is essential for selecting appropriate sensor materials, junction design, installation configuration, temperature compensation strategy, and maintenance protocol to ensure reliable process control, minimized downtime, consistent product quality, and regulatory compliance in industrial treatment systems.
Temperature effects
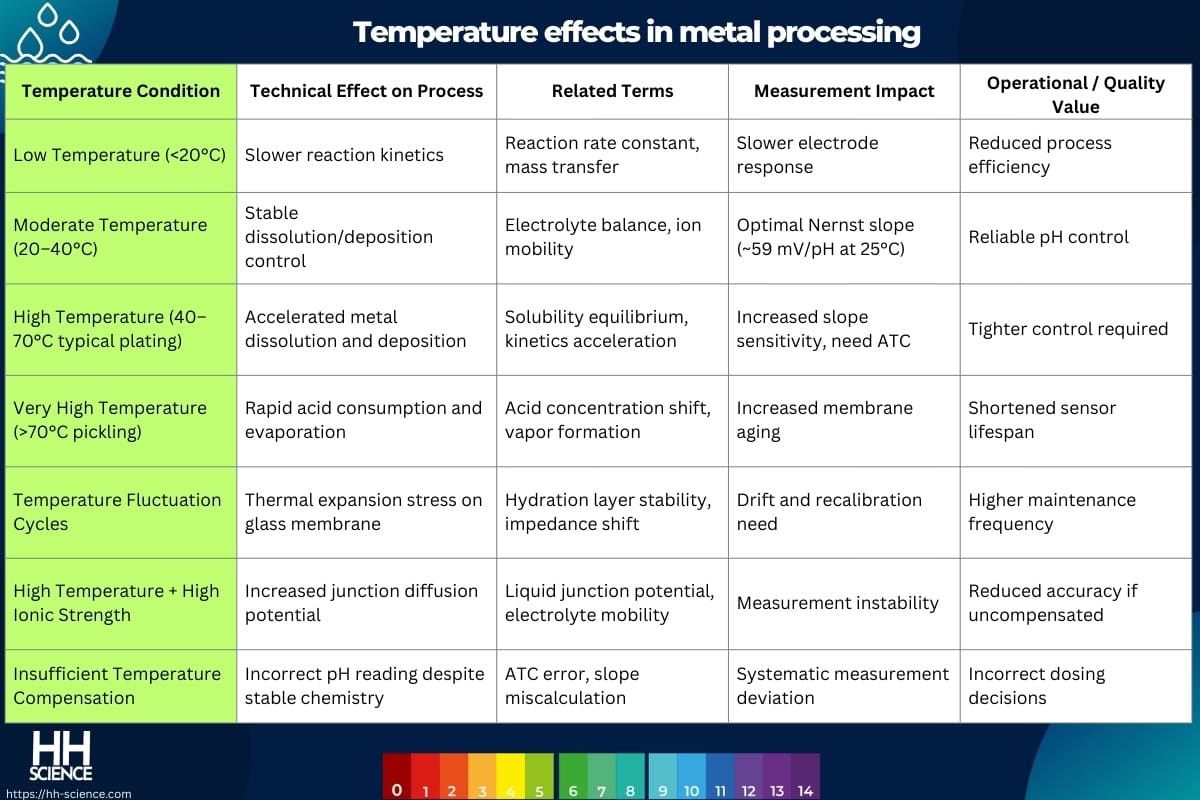
Temperature is a critical challenge in pH measurement for metal processing because it directly affects the Nernst response slope (mV/pH), electrode impedance, reaction kinetics, metal ion solubility equilibrium (Ksp), electrolyte conductivity, and redox potential, meaning that even if the chemical composition remains constant, temperature shifts can change both the measured signal and the underlying process chemistry. In high-temperature baths—such as pickling, plating, or anodizing tanks—elevated thermal conditions accelerate acid consumption, additive breakdown, metal dissolution rates, hydrogen evolution, and reference junction degradation, while rapid temperature fluctuations can induce thermal stress on the glass membrane and cause measurement drift, reduced lifespan, and unstable dosing control.
| Temperature Condition | Technical Effect on Process | Related Terms | Measurement Impact | Operational / Quality Value |
| Low Temperature (<20°C) | Slower reaction kinetics | Reaction rate constant, mass transfer | Slower electrode response | Reduced process efficiency |
| Moderate Temperature (20–40°C) | Stable dissolution/deposition control | Electrolyte balance, ion mobility | Optimal Nernst slope (~59 mV/pH at 25°C) | Reliable pH control |
| High Temperature (40–70°C typical plating) | Accelerated metal dissolution and deposition | Solubility equilibrium, kinetics acceleration | Increased slope sensitivity, need ATC | Tighter control required |
| Very High Temperature (>70°C pickling) | Rapid acid consumption and evaporation | Acid concentration shift, vapor formation | Increased membrane aging | Shortened sensor lifespan |
| Temperature Fluctuation Cycles | Thermal expansion stress on glass membrane | Hydration layer stability, impedance shift | Drift and recalibration need | Higher maintenance frequency |
| High Temperature + High Ionic Strength | Increased junction diffusion potential | Liquid junction potential, electrolyte mobility | Measurement instability | Reduced accuracy if uncompensated |
| Insufficient Temperature Compensation | Incorrect pH reading despite stable chemistry | ATC error, slope miscalculation | Systematic measurement deviation | Incorrect dosing decisions |
Fouling and contamination
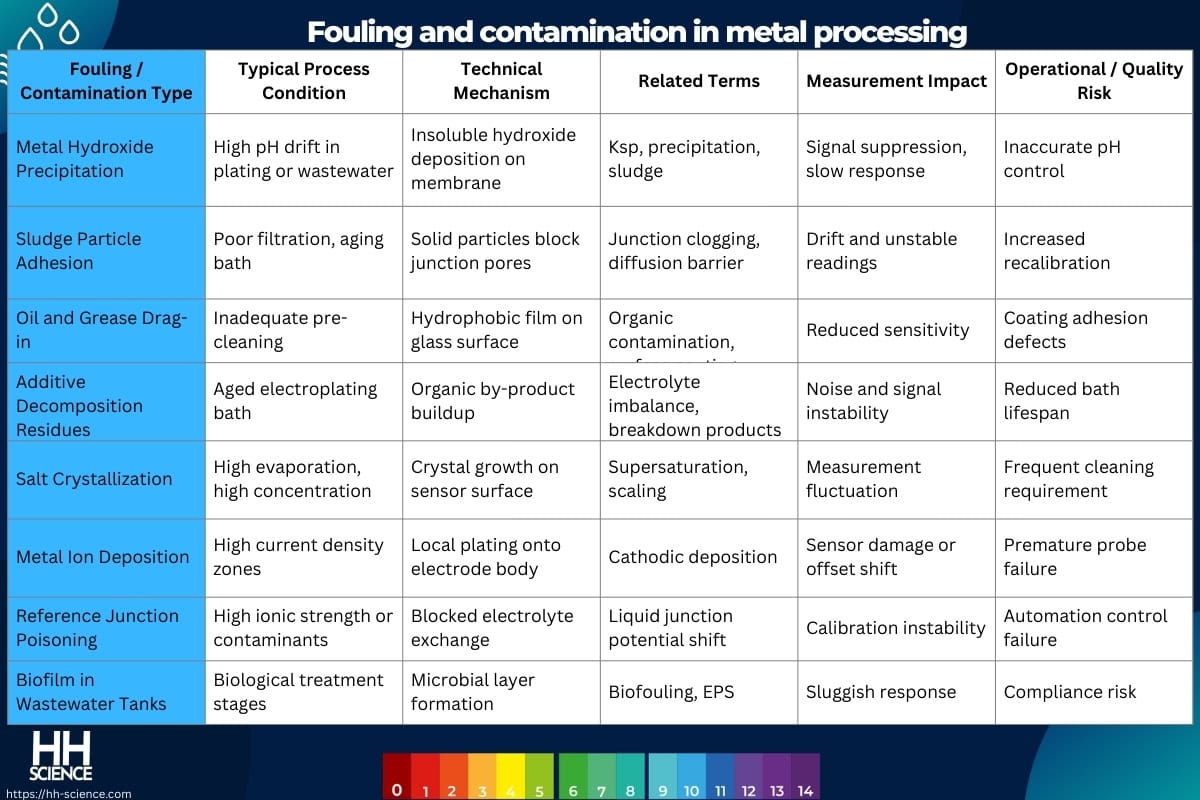
Fouling and contamination are major challenges in pH measurement for metal processing because process baths often contain high concentrations of dissolved metals, suspended solids, oils, surfactants, additives, sludge particles, and precipitated hydroxides, all of which can coat the glass membrane, clog the reference junction, alter diffusion potentials, and create unstable boundary layers at the sensing surface. In aggressive environments such as electroplating, phosphating, or wastewater neutralization, metal salt crystallization, scale formation, and organic drag-in can progressively suppress electrode response, increase impedance, distort slope performance, and cause signal drift, ultimately leading to incorrect dosing decisions, reduced coating quality, increased sludge generation, higher maintenance frequency, and shortened sensor lifespan.
| Fouling / Contamination Type | Typical Process Condition | Technical Mechanism | Related Terms | Measurement Impact | Operational / Quality Risk |
| Metal Hydroxide Precipitation | High pH drift in plating or wastewater | Insoluble hydroxide deposition on membrane | Ksp, precipitation, sludge | Signal suppression, slow response | Inaccurate pH control |
| Sludge Particle Adhesion | Poor filtration, aging bath | Solid particles block junction pores | Junction clogging, diffusion barrier | Drift and unstable readings | Increased recalibration |
| Oil and Grease Drag-in | Inadequate pre-cleaning | Hydrophobic film on glass surface | Organic contamination, surface coating | Reduced sensitivity | Coating adhesion defects |
| Additive Decomposition Residues | Aged electroplating bath | Organic by-product buildup | Electrolyte imbalance, breakdown products | Noise and signal instability | Reduced bath lifespan |
| Salt Crystallization | High evaporation, high concentration | Crystal growth on sensor surface | Supersaturation, scaling | Measurement fluctuation | Frequent cleaning requirement |
| Metal Ion Deposition | High current density zones | Local plating onto electrode body | Cathodic deposition | Sensor damage or offset shift | Premature probe failure |
| Reference Junction Poisoning | High ionic strength or contaminants | Blocked electrolyte exchange | Liquid junction potential shift | Calibration instability | Automation control failure |
| Biofilm in Wastewater Tanks | Biological treatment stages | Microbial layer formation | Biofouling, EPS | Sluggish response | Compliance risk |
Pressure and flow conditions
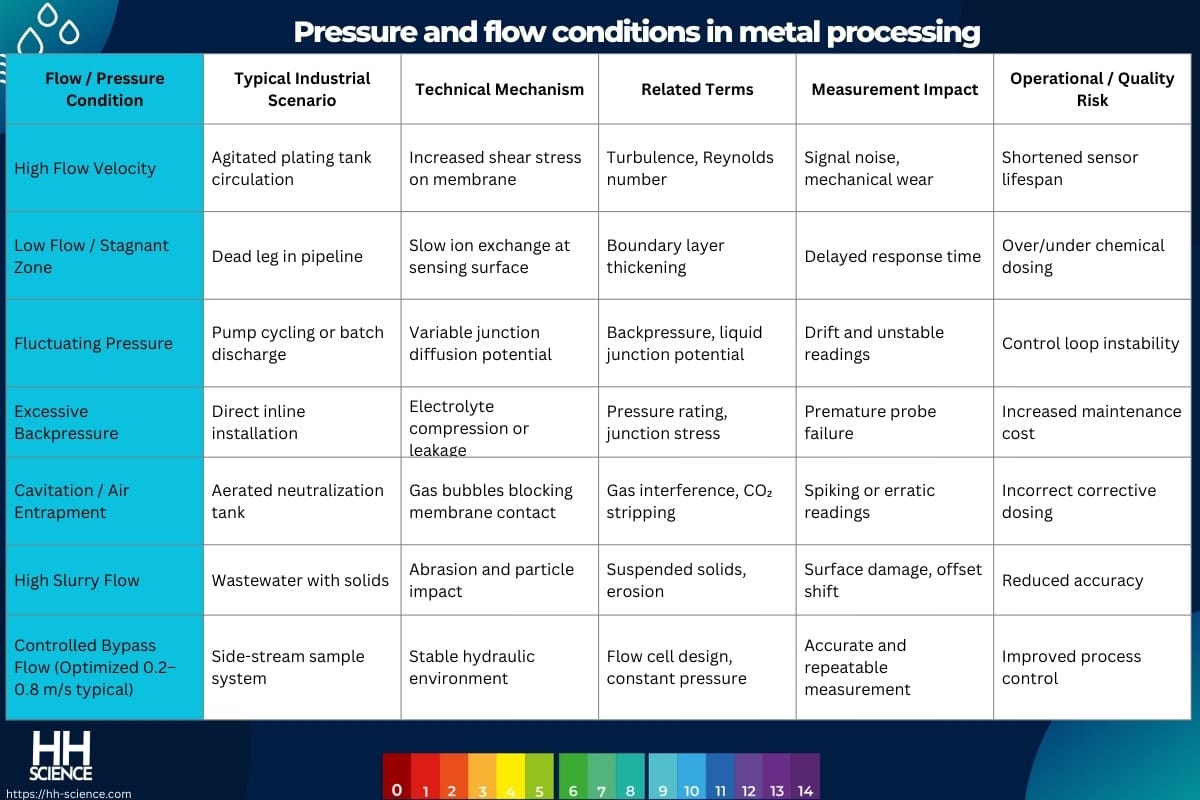
Pressure and flow conditions present significant challenges in pH measurement for metal processing because industrial treatment lines often involve pumped circulation, agitation, high-velocity plating baths, pressurized pipelines, and variable flow wastewater streams, all of which influence boundary layer stability at the glass membrane, reference junction diffusion, electrolyte leakage risk, and mechanical stress on the sensor body. Excessive turbulence, backpressure, cavitation, or stagnant zones can cause unstable readings, junction potential shifts, delayed response time, coating buildup, and premature sensor failure, ultimately affecting dosing precision, deposition uniformity, sludge control, and compliance reliability.
| Flow / Pressure Condition | Typical Industrial Scenario | Technical Mechanism | Related Terms | Measurement Impact | Operational / Quality Risk |
| High Flow Velocity | Agitated plating tank circulation | Increased shear stress on membrane | Turbulence, Reynolds number | Signal noise, mechanical wear | Shortened sensor lifespan |
| Low Flow / Stagnant Zone | Dead leg in pipeline | Slow ion exchange at sensing surface | Boundary layer thickening | Delayed response time | Over/under chemical dosing |
| Fluctuating Pressure | Pump cycling or batch discharge | Variable junction diffusion potential | Backpressure, liquid junction potential | Drift and unstable readings | Control loop instability |
| Excessive Backpressure | Direct inline installation | Electrolyte compression or leakage | Pressure rating, junction stress | Premature probe failure | Increased maintenance cost |
| Cavitation / Air Entrapment | Aerated neutralization tank | Gas bubbles blocking membrane contact | Gas interference, CO₂ stripping | Spiking or erratic readings | Incorrect corrective dosing |
| High Slurry Flow | Wastewater with solids | Abrasion and particle impact | Suspended solids, erosion | Surface damage, offset shift | Reduced accuracy |
| Controlled Bypass Flow (Optimized 0.2–0.8 m/s typical) | Side-stream sample system | Stable hydraulic environment | Flow cell design, constant pressure | Accurate and repeatable measurement | Improved process control |
Chemical exposure
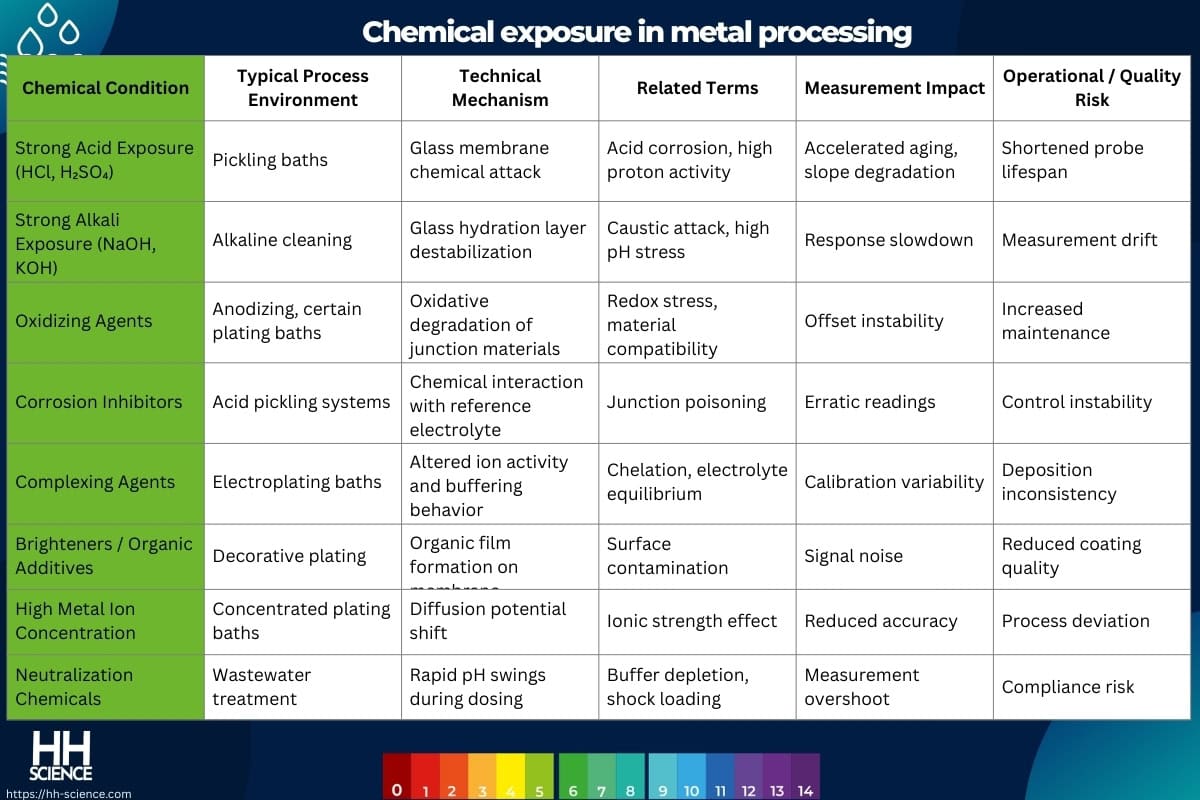
Chemical exposure is a major challenge in pH measurement for metal processing because sensors are continuously exposed to strong acids (HCl, H₂SO₄, HNO₃), strong alkalis (NaOH, KOH), oxidizing agents, reducing agents, corrosion inhibitors, complexing additives, brighteners, and metal salts, all of which can attack the glass membrane, degrade reference junction materials, alter electrolyte composition, and accelerate slope loss or offset drift. In aggressive environments such as pickling, electroplating, and wastewater neutralization, prolonged exposure to high chemical concentration, oxidative stress, or incompatible additives can cause membrane dehydration, reference poisoning, diffusion potential instability, and material embrittlement, ultimately leading to inaccurate pH readings, unstable dosing control, reduced coating quality, increased recalibration frequency, and shortened sensor lifespan.
| Chemical Condition | Typical Process Environment | Technical Mechanism | Related Terms | Measurement Impact | Operational / Quality Risk |
| Strong Acid Exposure (HCl, H₂SO₄) | Pickling baths | Glass membrane chemical attack | Acid corrosion, high proton activity | Accelerated aging, slope degradation | Shortened probe lifespan |
| Strong Alkali Exposure (NaOH, KOH) | Alkaline cleaning | Glass hydration layer destabilization | Caustic attack, high pH stress | Response slowdown | Measurement drift |
| Oxidizing Agents | Anodizing, certain plating baths | Oxidative degradation of junction materials | Redox stress, material compatibility | Offset instability | Increased maintenance |
| Corrosion Inhibitors | Acid pickling systems | Chemical interaction with reference electrolyte | Junction poisoning | Erratic readings | Control instability |
| Complexing Agents | Electroplating baths | Altered ion activity and buffering behavior | Chelation, electrolyte equilibrium | Calibration variability | Deposition inconsistency |
| Brighteners / Organic Additives | Decorative plating | Organic film formation on membrane | Surface contamination | Signal noise | Reduced coating quality |
| High Metal Ion Concentration | Concentrated plating baths | Diffusion potential shift | Ionic strength effect | Reduced accuracy | Process deviation |
| Neutralization Chemicals | Wastewater treatment | Rapid pH swings during dosing | Buffer depletion, shock loading | Measurement overshoot | Compliance risk |
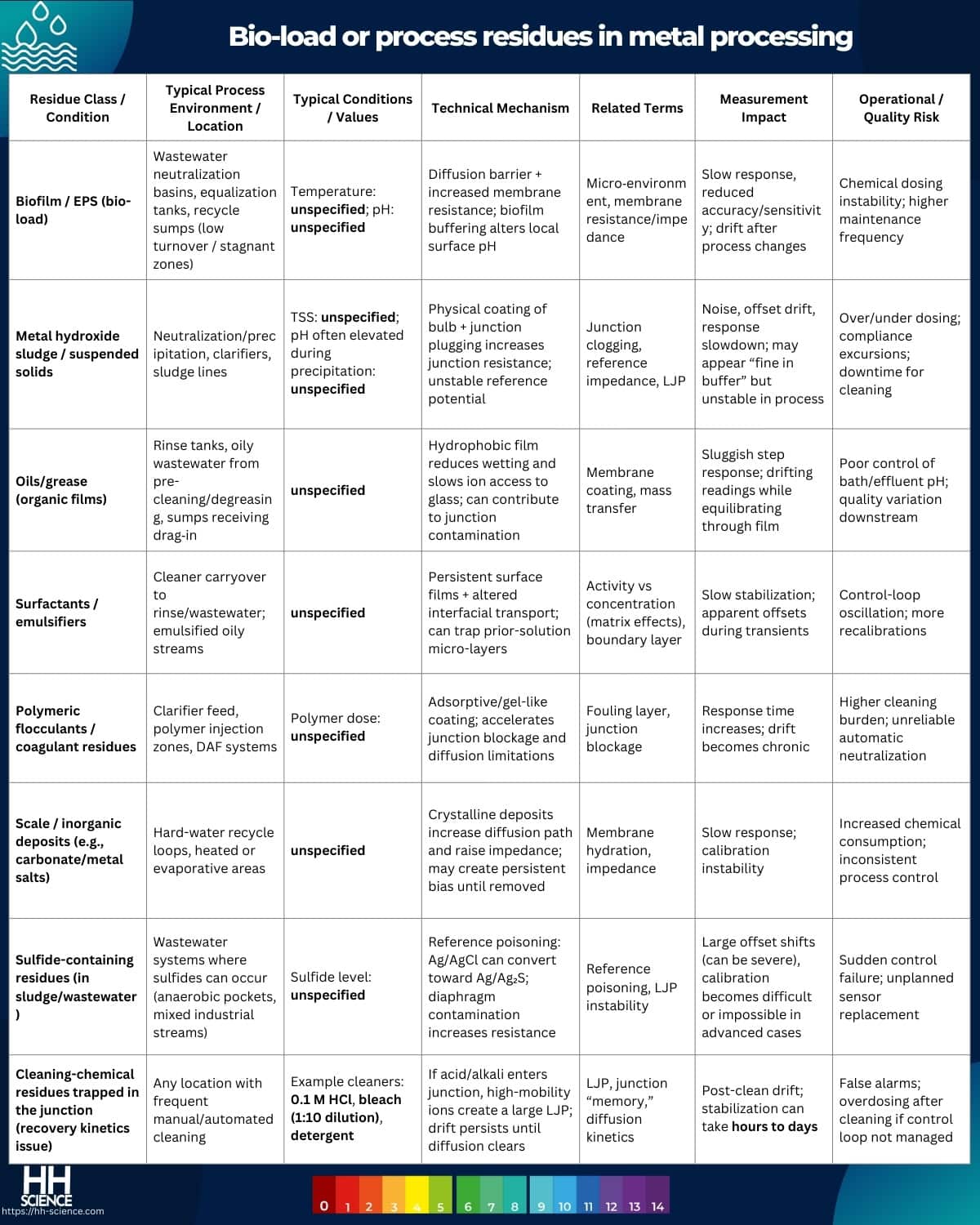
Bio-load or process residues
Bio-load and process residues are a major challenge in pH measurement for metal-processing operations because sensors are routinely exposed to biofilm/EPS, metal hydroxide sludge, oils/grease, surfactants/emulsifiers, polymeric flocculants, and scale, which can coat the glass membrane, clog/contaminate the reference junction, and shift the liquid junction potential (LJP)—driving slow response, noise, offset drift, and more frequent calibration/cleaning.
Technically, these deposits create a diffusion barrier (so the electrode “sees” the pH of a micro-layer at the surface instead of the bulk), raise membrane resistance/impedance, and restrict ion transport through the liquid junction, which destabilizes the reference potential; even in otherwise stable chemistry, an LJP mismatch can add an offset of typically a few tenths of a pH and can take ~15–20 minutes to develop after the sensor goes online. Biofilms can further buffer and alter local pH at the electrode surface (reducing apparent sensitivity/accuracy), while residues or cleaning chemicals that enter the junction can cause LJP-driven drift that may take hours to days to fully settle back out.
| Residue Class / Condition | Typical Process Environment / Location | Typical Conditions / Values | Technical Mechanism | Related Terms | Measurement Impact | Operational / Quality Risk |
| Biofilm / EPS (bio-load) | Wastewater neutralization basins, equalization tanks, recycle sumps (low turnover / stagnant zones) | Temperature: unspecified; pH: unspecified | Diffusion barrier + increased membrane resistance; biofilm buffering alters local surface pH | Micro‑environment, membrane resistance/impedance | Slow response, reduced accuracy/sensitivity; drift after process changes | Chemical dosing instability; higher maintenance frequency |
| Metal hydroxide sludge / suspended solids | Neutralization/precipitation, clarifiers, sludge lines | TSS: unspecified; pH often elevated during precipitation: unspecified | Physical coating of bulb + junction plugging increases junction resistance; unstable reference potential | Junction clogging, reference impedance, LJP | Noise, offset drift, response slowdown; may appear “fine in buffer” but unstable in process | Over/under dosing; compliance excursions; downtime for cleaning |
| Oils/grease (organic films) | Rinse tanks, oily wastewater from pre-cleaning/degreasing, sumps receiving drag‑in | unspecified | Hydrophobic film reduces wetting and slows ion access to glass; can contribute to junction contamination | Membrane coating, mass transfer | Sluggish step response; drifting readings while equilibrating through film | Poor control of bath/effluent pH; quality variation downstream |
| Surfactants / emulsifiers | Cleaner carryover to rinse/wastewater; emulsified oily streams | unspecified | Persistent surface films + altered interfacial transport; can trap prior-solution micro-layers | Activity vs concentration (matrix effects), boundary layer | Slow stabilization; apparent offsets during transients | Control-loop oscillation; more recalibrations |
| Polymeric flocculants / coagulant residues | Clarifier feed, polymer injection zones, DAF systems | Polymer dose: unspecified | Adsorptive/gel-like coating; accelerates junction blockage and diffusion limitations | Fouling layer, junction blockage | Response time increases; drift becomes chronic | Higher cleaning burden; unreliable automatic neutralization |
| Scale / inorganic deposits (e.g., carbonate/metal salts) | Hard-water recycle loops, heated or evaporative areas | unspecified | Crystalline deposits increase diffusion path and raise impedance; may create persistent bias until removed | Membrane hydration, impedance | Slow response; calibration instability | Increased chemical consumption; inconsistent process control |
| Sulfide-containing residues (in sludge/wastewater) | Wastewater systems where sulfides can occur (anaerobic pockets, mixed industrial streams) | Sulfide level: unspecified | Reference poisoning: Ag/AgCl can convert toward Ag/Ag₂S; diaphragm contamination increases resistance | Reference poisoning, LJP instability | Large offset shifts (can be severe), calibration becomes difficult or impossible in advanced cases | Sudden control failure; unplanned sensor replacement |
| Cleaning-chemical residues trapped in the junction (recovery kinetics issue) | Any location with frequent manual/automated cleaning | Example cleaners: 0.1 M HCl, bleach (1:10 dilution), detergent | If acid/alkali enters junction, high-mobility ions create a large LJP; drift persists until diffusion clears | LJP, junction “memory,” diffusion kinetics | Post-clean drift; stabilization can take hours to days | False alarms; overdosing after cleaning if control loop not managed |
Common pH sensor types used in metal processing
Common pH sensor types used in metal processing include industrial combination glass electrode sensors (single and double junction), heavy-duty chemical-resistant glass electrodes, antimony (Sb) metal electrodes, differential (junction-isolated) pH sensors, high-temperature pH sensors, flat-surface or abrasion-resistant probes, ISFET sensors, and digital or smart pH sensors, each selected based on acid/alkali strength, heavy metal ion concentration (Cu²⁺, Ni²⁺, Cr³⁺, Zn²⁺), oxidizing chemistry, temperature (often 40–90 °C), conductivity level, fouling rate, and maintenance interval requirements (typically ±0.05–0.1 pH accuracy in process control). Combination and double-junction sensors are widely used in pickling, plating, and neutralization tanks due to cost-effectiveness and contamination resistance, antimony electrodes tolerate high HF or harsh acidic conditions, differential designs improve stability in metal-ion-rich or sulfide-containing baths, high-temperature and abrasion-resistant probes extend service life in hot or slurry systems, and digital sensors enhance diagnostics, predictive maintenance, and PLC/SCADA integration for continuous industrial control.
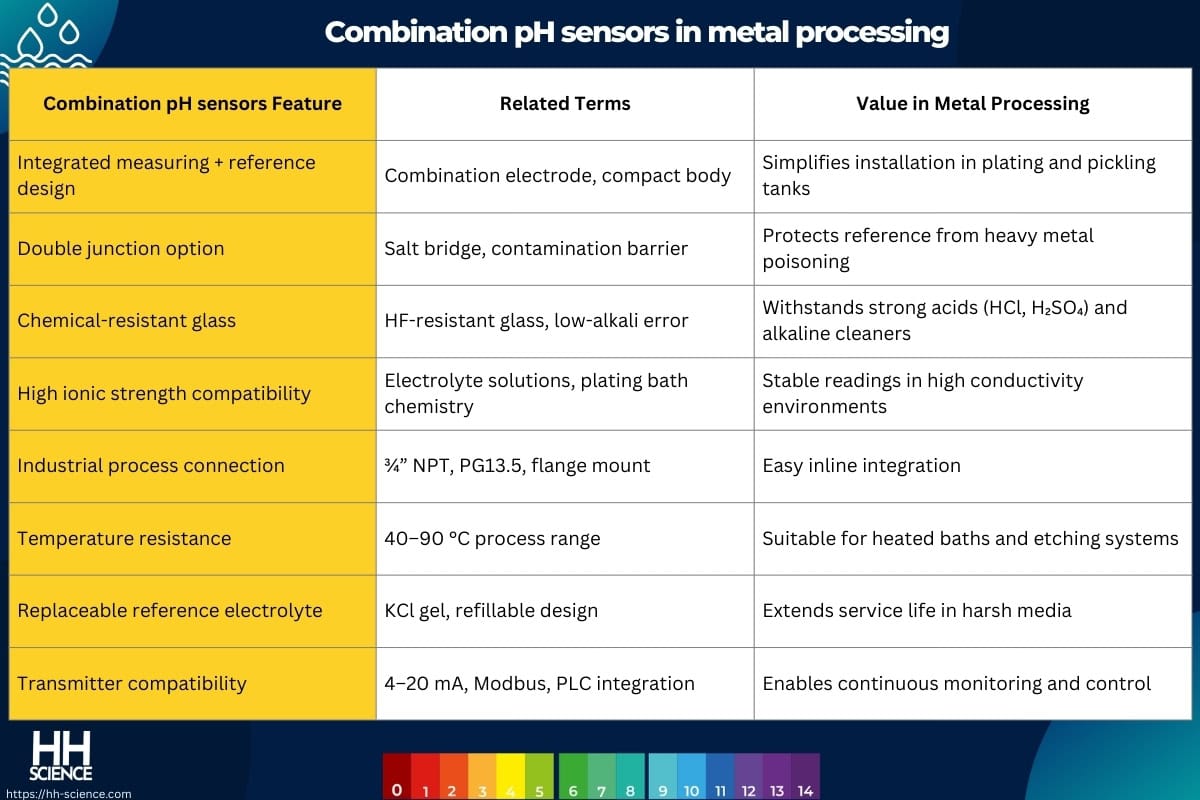
Combination pH sensors
Combination pH sensors are widely used in metal processing because they integrate the measuring glass membrane and reference electrode into a single rugged body, simplifying installation in pickling baths, electroplating tanks, acid etching lines, and wastewater neutralization systems where space, chemical exposure, and maintenance access are critical constraints. Their compatibility with high-conductivity electrolytes, availability in double-junction configurations for heavy metal contamination resistance (Cu²⁺, Ni²⁺, Cr³⁺), and support for inline continuous monitoring (±0.05–0.1 pH process control accuracy) make them a cost-effective and reliable standard for harsh industrial environments.
| Combination pH sensors Feature | Related Terms | Value in Metal Processing |
| Integrated measuring + reference design | Combination electrode, compact body | Simplifies installation in plating and pickling tanks |
| Double junction option | Salt bridge, contamination barrier | Protects reference from heavy metal poisoning |
| Chemical-resistant glass | HF-resistant glass, low-alkali error | Withstands strong acids (HCl, H₂SO₄) and alkaline cleaners |
| High ionic strength compatibility | Electrolyte solutions, plating bath chemistry | Stable readings in high conductivity environments |
| Industrial process connection | ¾” NPT, PG13.5, flange mount | Easy inline integration |
| Temperature resistance | 40–90 °C process range | Suitable for heated baths and etching systems |
| Replaceable reference electrolyte | KCl gel, refillable design | Extends service life in harsh media |
| Transmitter compatibility | 4–20 mA, Modbus, PLC integration | Enables continuous monitoring and control |
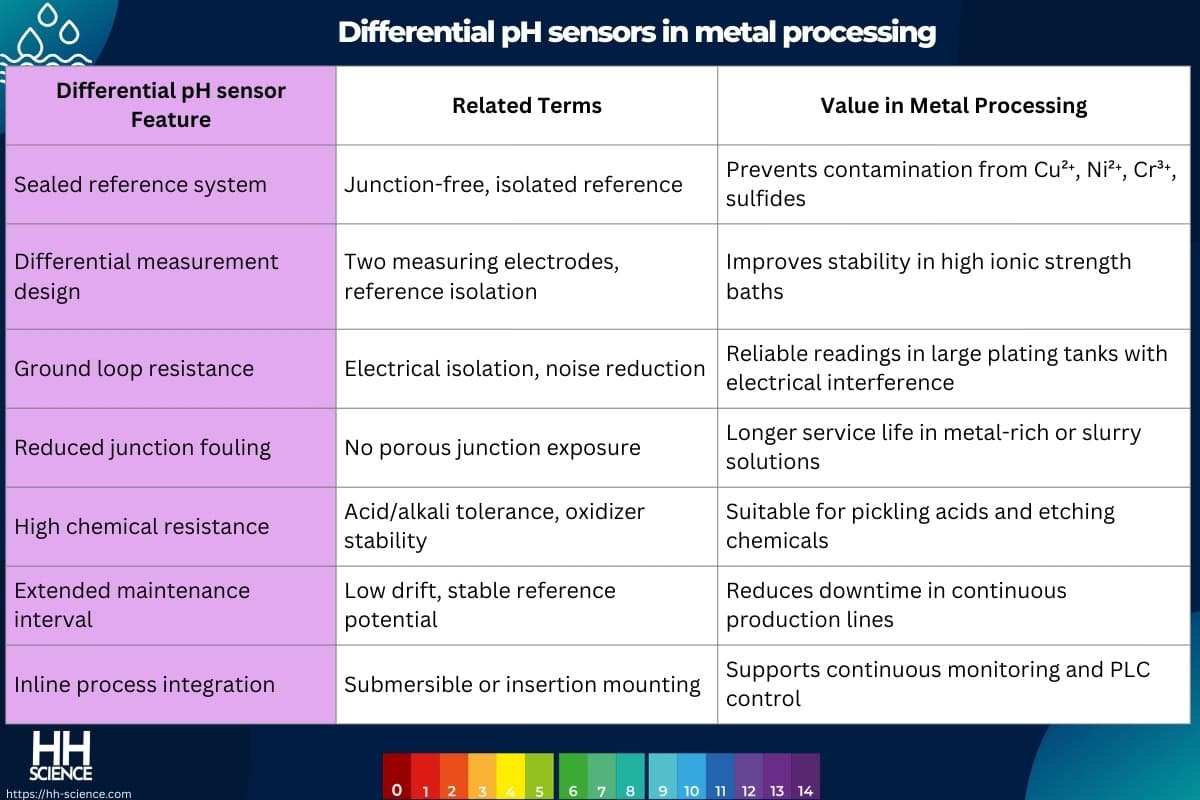
Differential pH sensors
Differential pH sensors are used in metal processing because they isolate the reference system from direct contact with aggressive, metal-ion-rich, or sulfide-containing solutions, reducing junction fouling and reference poisoning in electroplating baths, pickling lines, acid regeneration systems, and metal-laden wastewater streams. By measuring pH against a sealed internal reference and compensating for ground loop interference and high conductivity environments, they provide improved stability, longer maintenance intervals, and reliable process control accuracy (typically ±0.05–0.1 pH) under harsh industrial conditions.
| Differential pH sensor Feature | Related Terms | Value in Metal Processing |
| Sealed reference system | Junction-free, isolated reference | Prevents contamination from Cu²⁺, Ni²⁺, Cr³⁺, sulfides |
| Differential measurement design | Two measuring electrodes, reference isolation | Improves stability in high ionic strength baths |
| Ground loop resistance | Electrical isolation, noise reduction | Reliable readings in large plating tanks with electrical interference |
| Reduced junction fouling | No porous junction exposure | Longer service life in metal-rich or slurry solutions |
| High chemical resistance | Acid/alkali tolerance, oxidizer stability | Suitable for pickling acids and etching chemicals |
| Extended maintenance interval | Low drift, stable reference potential | Reduces downtime in continuous production lines |
| Inline process integration | Submersible or insertion mounting | Supports continuous monitoring and PLC control |
Digital or smart pH sensors
Digital or smart pH sensors are increasingly used in metal processing because they convert the high-impedance analog signal directly inside the sensor head, minimizing noise, signal drift, and ground loop interference common in electroplating lines, pickling tanks, and electrically noisy industrial environments. With built-in diagnostics, calibration data storage, temperature compensation, and direct PLC/SCADA communication (4–20 mA, Modbus, RS485), they improve process reliability, predictive maintenance capability, and control accuracy (typically ±0.05–0.1 pH) in continuous, high-value metal treatment operations.
| Digital or smart pH sensor Feature | Related Terms | Value in Metal Processing |
| Onboard signal conversion | Digital output, internal transmitter | Eliminates high-impedance signal loss and noise |
| Ground loop immunity | Electrical isolation, EMI resistance | Stable readings in plating tanks with stray currents |
| Sensor diagnostics | Drift detection, impedance monitoring | Enables predictive maintenance planning |
| Calibration data storage | Pre-calibrated sensor, plug-and-play | Reduces downtime during sensor replacement |
| Integrated temperature compensation | ATC (Automatic Temperature Compensation) | Maintains accuracy in heated acid baths |
| Industrial communication protocols | 4–20 mA, Modbus RTU, RS485 | Seamless integration with PLC and SCADA systems |
| Configuration via software | Remote setup, parameter adjustment | Simplifies multi-point industrial monitoring |
| Data logging capability | Process history, trend monitoring | Supports compliance and quality documentation |
Inline, immersion, or portable configurations
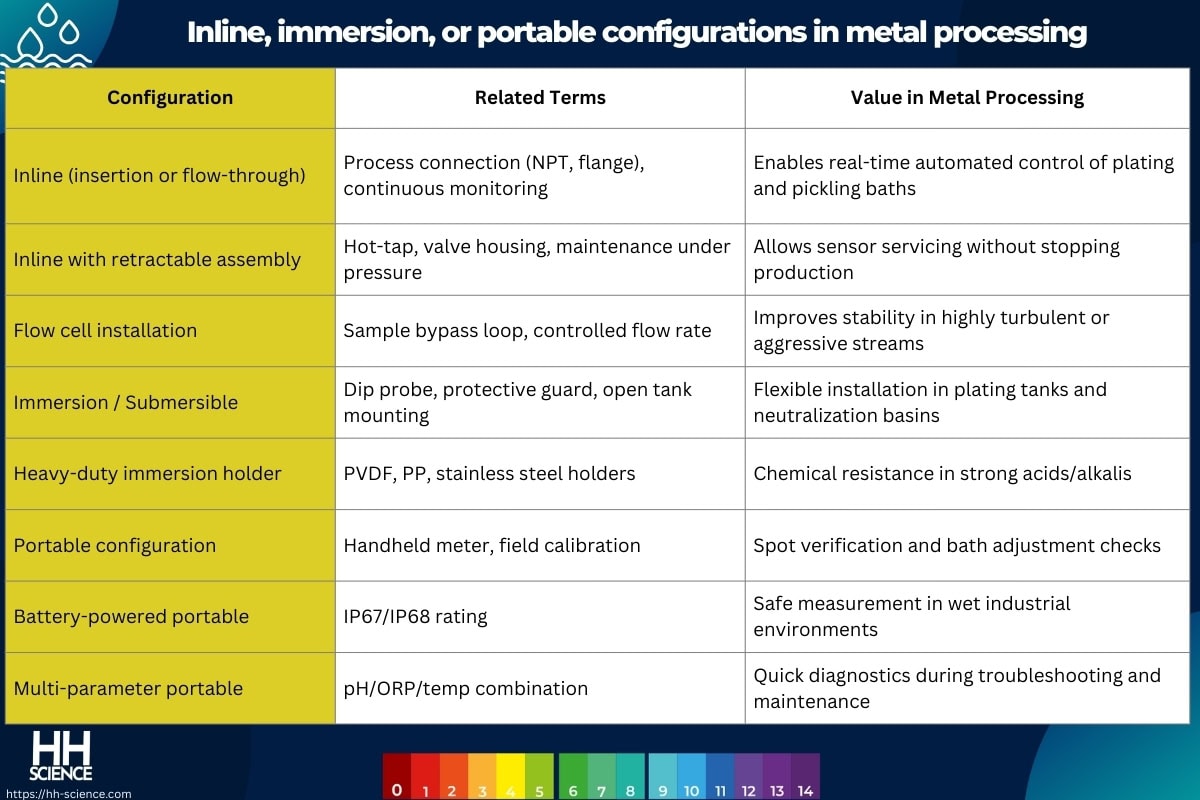
Inline, immersion, and portable pH sensor configurations are selected in metal processing based on process continuity, tank design, chemical exposure level, and maintenance accessibility, ensuring accurate monitoring in electroplating baths, pickling lines, acid etching systems, and wastewater neutralization tanks where pH directly affects coating quality, corrosion rate, and compliance control (typically ±0.05–0.1 pH process accuracy). Inline installations support continuous automated control loops, immersion/submersible probes provide flexibility for open tanks and sumps, and portable meters enable spot checks, bath verification, troubleshooting, and quality audits in high-value metal treatment operations.
| Configuration | Related Terms | Value in Metal Processing |
| Inline (insertion or flow-through) | Process connection (NPT, flange), continuous monitoring | Enables real-time automated control of plating and pickling baths |
| Inline with retractable assembly | Hot-tap, valve housing, maintenance under pressure | Allows sensor servicing without stopping production |
| Flow cell installation | Sample bypass loop, controlled flow rate | Improves stability in highly turbulent or aggressive streams |
| Immersion / Submersible | Dip probe, protective guard, open tank mounting | Flexible installation in plating tanks and neutralization basins |
| Heavy-duty immersion holder | PVDF, PP, stainless steel holders | Chemical resistance in strong acids/alkalis |
| Portable configuration | Handheld meter, field calibration | Spot verification and bath adjustment checks |
| Battery-powered portable | IP67/IP68 rating | Safe measurement in wet industrial environments |
| Multi-parameter portable | pH/ORP/temp combination | Quick diagnostics during troubleshooting and maintenance |
Installation and maintenance considerations in metal processing
Installation and maintenance considerations in metal processing are critical because harsh conditions such as strong acids (HCl, H₂SO₄), high alkalinity cleaners, elevated temperatures (40–90 °C), high conductivity electrolytes, metal ion contamination (Cu²⁺, Ni²⁺, Cr³⁺), slurry particles, and electrical interference can accelerate sensor drift, junction fouling, coating buildup, and reference poisoning, directly impacting coating quality, corrosion control, and regulatory discharge compliance. Proper selection of process connection (NPT, flange, retractable assembly), chemical-resistant materials (PVDF, PTFE, HF-resistant glass), grounding strategy, automatic temperature compensation (ATC), cleaning frequency, calibration interval, and predictive diagnostics ensures stable ±0.05–0.1 pH accuracy, reduced downtime, longer sensor life, and consistent process control in continuous metal treatment operations.
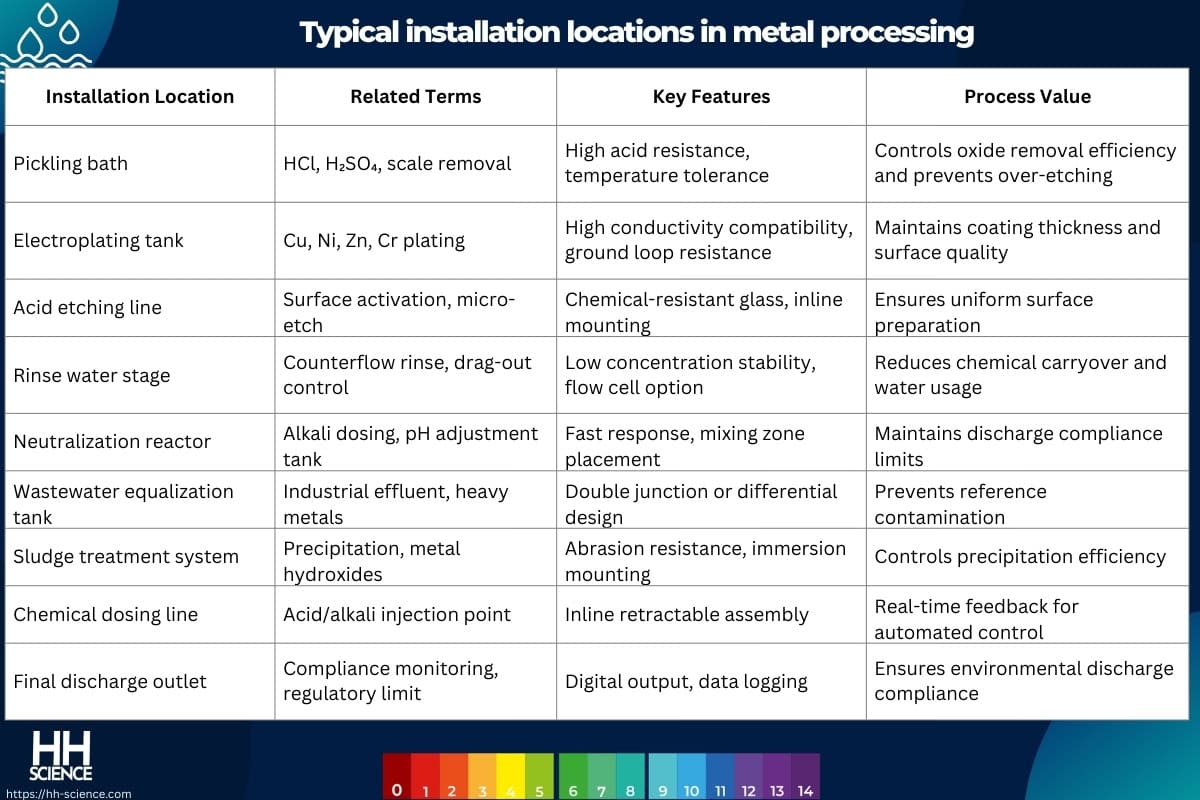
Typical installation locations
Typical installation locations in metal processing are selected based on where pH directly influences reaction efficiency, surface treatment quality, corrosion rate, precipitation chemistry, and discharge compliance, with placement optimized for representative sampling, sufficient flow velocity, temperature stability, and minimal air entrainment in high-conductivity, metal-ion-rich environments. Sensors are commonly installed in pickling baths, electroplating tanks, acid etching lines, rinse water stages, neutralization reactors, sludge treatment systems, chemical dosing lines, and final discharge outlets to ensure continuous control (±0.05–0.1 pH accuracy) and stable process performance.
| Installation Location | Related Terms | Key Features | Process Value |
| Pickling bath | HCl, H₂SO₄, scale removal | High acid resistance, temperature tolerance | Controls oxide removal efficiency and prevents over-etching |
| Electroplating tank | Cu, Ni, Zn, Cr plating | High conductivity compatibility, ground loop resistance | Maintains coating thickness and surface quality |
| Acid etching line | Surface activation, micro-etch | Chemical-resistant glass, inline mounting | Ensures uniform surface preparation |
| Rinse water stage | Counterflow rinse, drag-out control | Low concentration stability, flow cell option | Reduces chemical carryover and water usage |
| Neutralization reactor | Alkali dosing, pH adjustment tank | Fast response, mixing zone placement | Maintains discharge compliance limits |
| Wastewater equalization tank | Industrial effluent, heavy metals | Double junction or differential design | Prevents reference contamination |
| Sludge treatment system | Precipitation, metal hydroxides | Abrasion resistance, immersion mounting | Controls precipitation efficiency |
| Chemical dosing line | Acid/alkali injection point | Inline retractable assembly | Real-time feedback for automated control |
| Final discharge outlet | Compliance monitoring, regulatory limit | Digital output, data logging | Ensures environmental discharge compliance |
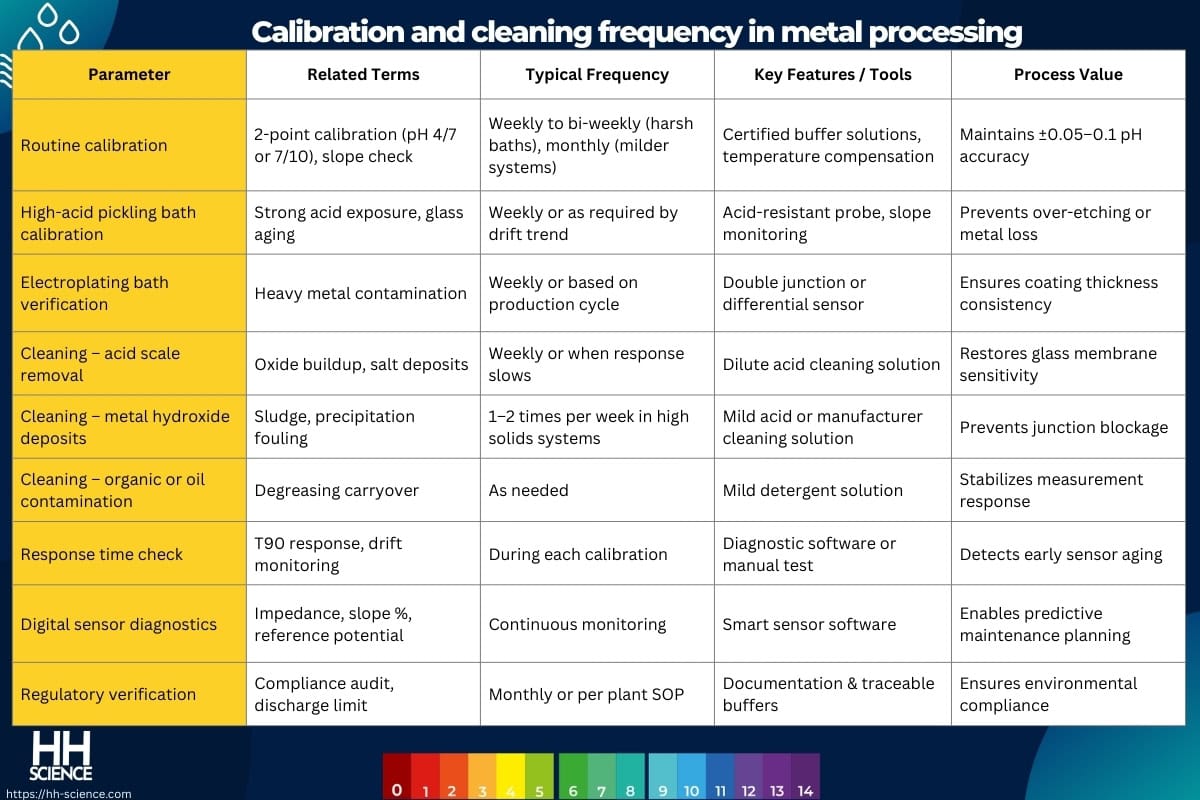
Calibration and cleaning frequency
Calibration and cleaning frequency in metal processing must be carefully defined because strong acids (HCl, H₂SO₄), high-temperature baths, metal ion contamination (Cu²⁺, Ni²⁺, Cr³⁺), oxidizers, and sludge particles accelerate glass coating, junction clogging, reference drift, and slope degradation, directly affecting plating quality, corrosion control, precipitation efficiency, and discharge compliance (typically ±0.05–0.1 pH control tolerance). Frequency depends on process severity, fouling rate, temperature, conductivity, and regulatory criticality, with high-load plating or pickling systems requiring more frequent verification than rinse water or controlled neutralization stages.
| Parameter | Related Terms | Typical Frequency | Key Features / Tools | Process Value |
| Routine calibration | 2-point calibration (pH 4/7 or 7/10), slope check | Weekly to bi-weekly (harsh baths), monthly (milder systems) | Certified buffer solutions, temperature compensation | Maintains ±0.05–0.1 pH accuracy |
| High-acid pickling bath calibration | Strong acid exposure, glass aging | Weekly or as required by drift trend | Acid-resistant probe, slope monitoring | Prevents over-etching or metal loss |
| Electroplating bath verification | Heavy metal contamination | Weekly or based on production cycle | Double junction or differential sensor | Ensures coating thickness consistency |
| Cleaning – acid scale removal | Oxide buildup, salt deposits | Weekly or when response slows | Dilute acid cleaning solution | Restores glass membrane sensitivity |
| Cleaning – metal hydroxide deposits | Sludge, precipitation fouling | 1–2 times per week in high solids systems | Mild acid or manufacturer cleaning solution | Prevents junction blockage |
| Cleaning – organic or oil contamination | Degreasing carryover | As needed | Mild detergent solution | Stabilizes measurement response |
| Response time check | T90 response, drift monitoring | During each calibration | Diagnostic software or manual test | Detects early sensor aging |
| Digital sensor diagnostics | Impedance, slope %, reference potential | Continuous monitoring | Smart sensor software | Enables predictive maintenance planning |
| Regulatory verification | Compliance audit, discharge limit | Monthly or per plant SOP | Documentation & traceable buffers | Ensures environmental compliance |
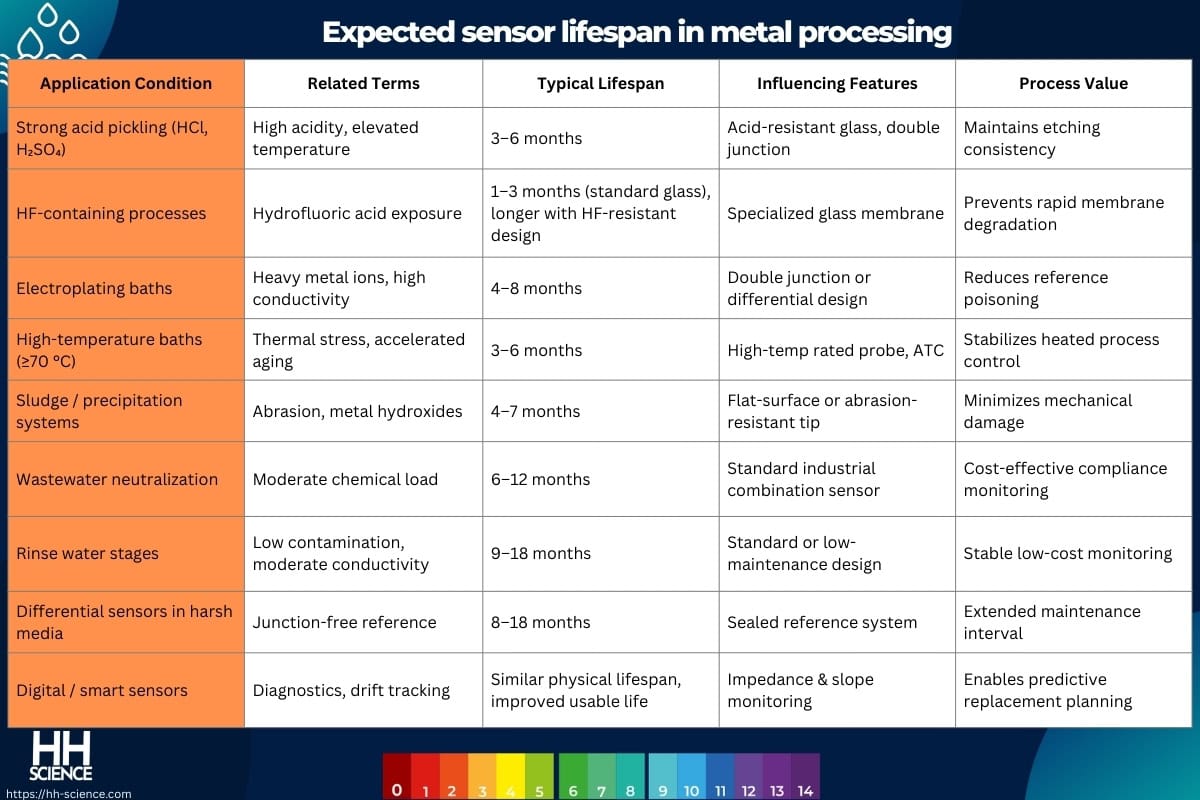
Expected sensor lifespan
Expected sensor lifespan in metal processing depends heavily on chemical severity (strong acids like HCl, H₂SO₄, HF), metal ion concentration (Cu²⁺, Ni²⁺, Cr³⁺), oxidizers, temperature (40–90 °C), conductivity, abrasion from sludge or precipitates, and maintenance discipline, with glass membrane degradation, reference poisoning, junction clogging, and thermal stress being the primary failure mechanisms affecting ±0.05–0.1 pH control stability. In aggressive pickling and plating environments lifespan is typically shorter than in rinse water or neutralization systems, and selection of double junction, differential, HF-resistant glass, or digital diagnostic-enabled sensors significantly influences operational longevity and total cost of ownership.
| Application Condition | Related Terms | Typical Lifespan | Influencing Features | Process Value |
| Strong acid pickling (HCl, H₂SO₄) | High acidity, elevated temperature | 3–6 months | Acid-resistant glass, double junction | Maintains etching consistency |
| HF-containing processes | Hydrofluoric acid exposure | 1–3 months (standard glass), longer with HF-resistant design | Specialized glass membrane | Prevents rapid membrane degradation |
| Electroplating baths | Heavy metal ions, high conductivity | 4–8 months | Double junction or differential design | Reduces reference poisoning |
| High-temperature baths (≥70 °C) | Thermal stress, accelerated aging | 3–6 months | High-temp rated probe, ATC | Stabilizes heated process control |
| Sludge / precipitation systems | Abrasion, metal hydroxides | 4–7 months | Flat-surface or abrasion-resistant tip | Minimizes mechanical damage |
| Wastewater neutralization | Moderate chemical load | 6–12 months | Standard industrial combination sensor | Cost-effective compliance monitoring |
| Rinse water stages | Low contamination, moderate conductivity | 9–18 months | Standard or low-maintenance design | Stable low-cost monitoring |
| Differential sensors in harsh media | Junction-free reference | 8–18 months | Sealed reference system | Extended maintenance interval |
| Digital / smart sensors | Diagnostics, drift tracking | Similar physical lifespan, improved usable life | Impedance & slope monitoring | Enables predictive replacement planning |
Trade-offs between accuracy, maintenance, and durability
In industrial water applications (process water, cooling systems, boiler feedwater, wastewater treatment), improving measurement accuracy (±0.02–0.05 pH with high-sensitivity glass, low-drift reference, frequent 2-point calibration, ATC compensation) typically increases maintenance demand due to junction fouling, reference electrolyte depletion, coating buildup, and stricter calibration intervals, while designs optimized for durability (double junction, differential sensors, thick glass membranes, chemical-resistant housings like PVDF/PTFE) may slightly sacrifice response speed or ultra-high precision but significantly extend service life and reduce downtime. The optimal balance depends on process criticality, regulatory compliance limits, conductivity level, temperature variation, fouling rate, and total cost of ownership (TCO), where high-value chemical dosing control favors accuracy and diagnostics, whereas harsh, high-solids or corrosive environments prioritize robustness, extended maintenance intervals, and operational reliability.
Regulatory or quality considerations in metal processing
Regulatory and quality considerations in metal processing are critical because pH directly affects coating adhesion, corrosion resistance, surface finish uniformity, precipitation efficiency of heavy metals (Cu, Ni, Cr, Zn), and compliance with industrial discharge permits, where deviation outside defined control ranges (often ±0.1–0.2 pH in process baths and 6–9 pH for effluent discharge) can lead to product rejection, environmental violations, sludge instability, or excessive chemical consumption. Compliance with environmental regulations, ISO-based quality systems, wastewater discharge standards, traceable calibration procedures, documented buffer verification, and continuous monitoring via PLC/SCADA systems ensures process consistency, audit readiness, reduced risk of fines, and protection of downstream treatment infrastructure in high-value metal treatment operations.
Industry standards in metal processing
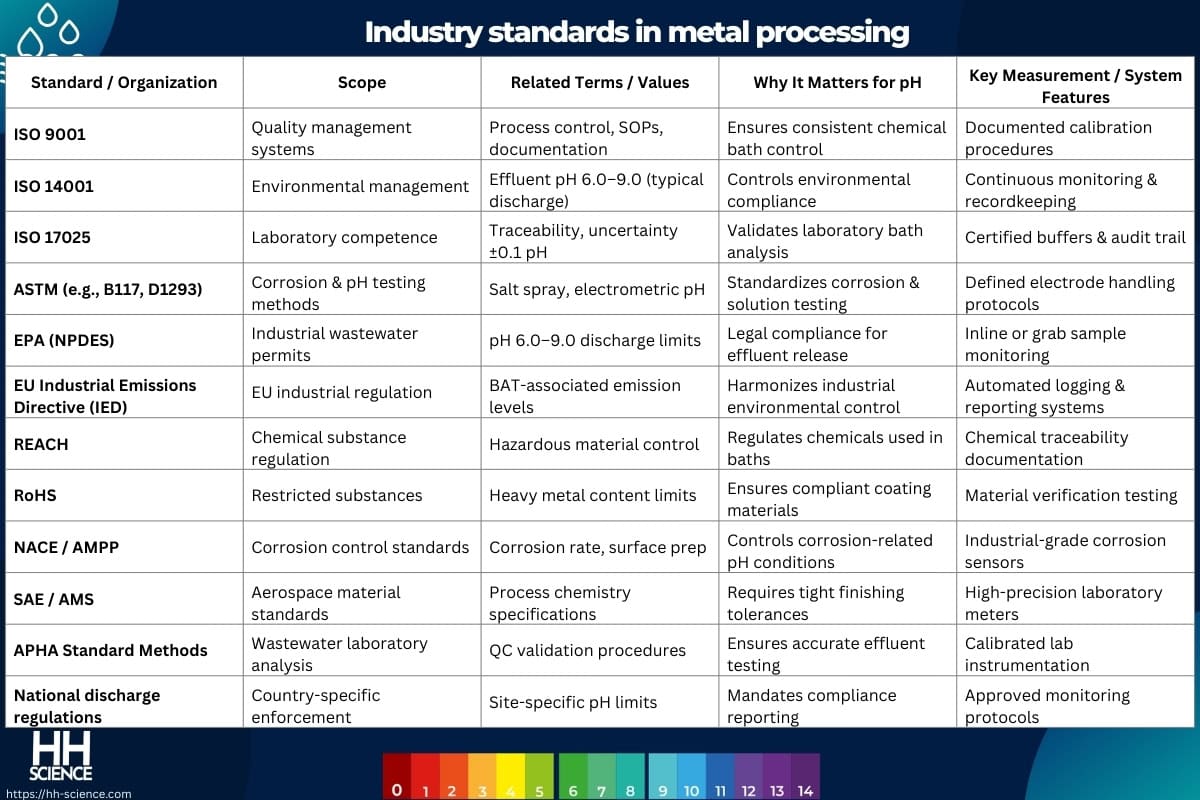
Industry standards in metal processing define how pH must be controlled, measured, documented, and validated across processes such as electroplating, pickling, anodizing, surface finishing, wastewater neutralization, and corrosion control, since even small pH deviations can affect coating adhesion, surface quality, bath chemistry stability, heavy metal solubility, and regulatory discharge compliance. These standards establish requirements for process chemistry control (often ±0.05–0.1 pH accuracy in plating baths), laboratory traceability, effluent limits (commonly pH 6.0–9.0 for discharge), corrosion prevention validation, and quality management systems, making standardized pH measurement critical for production yield, environmental protection, and international trade certification.
| Standard / Organization | Scope | Related Terms / Values | Why It Matters for pH | Key Measurement / System Features |
| ISO 9001 | Quality management systems | Process control, SOPs, documentation | Ensures consistent chemical bath control | Documented calibration procedures |
| ISO 14001 | Environmental management | Effluent pH 6.0–9.0 (typical discharge) | Controls environmental compliance | Continuous monitoring & recordkeeping |
| ISO 17025 | Laboratory competence | Traceability, uncertainty ±0.1 pH | Validates laboratory bath analysis | Certified buffers & audit trail |
| ASTM (e.g., B117, D1293) | Corrosion & pH testing methods | Salt spray, electrometric pH | Standardizes corrosion & solution testing | Defined electrode handling protocols |
| EPA (NPDES) | Industrial wastewater permits | pH 6.0–9.0 discharge limits | Legal compliance for effluent release | Inline or grab sample monitoring |
| EU Industrial Emissions Directive (IED) | EU industrial regulation | BAT-associated emission levels | Harmonizes industrial environmental control | Automated logging & reporting systems |
| REACH | Chemical substance regulation | Hazardous material control | Regulates chemicals used in baths | Chemical traceability documentation |
| RoHS | Restricted substances | Heavy metal content limits | Ensures compliant coating materials | Material verification testing |
| NACE / AMPP | Corrosion control standards | Corrosion rate, surface prep | Controls corrosion-related pH conditions | Industrial-grade corrosion sensors |
| SAE / AMS | Aerospace material standards | Process chemistry specifications | Requires tight finishing tolerances | High-precision laboratory meters |
| APHA Standard Methods | Wastewater laboratory analysis | QC validation procedures | Ensures accurate effluent testing | Calibrated lab instrumentation |
| National discharge regulations | Country-specific enforcement | Site-specific pH limits | Mandates compliance reporting | Approved monitoring protocols |
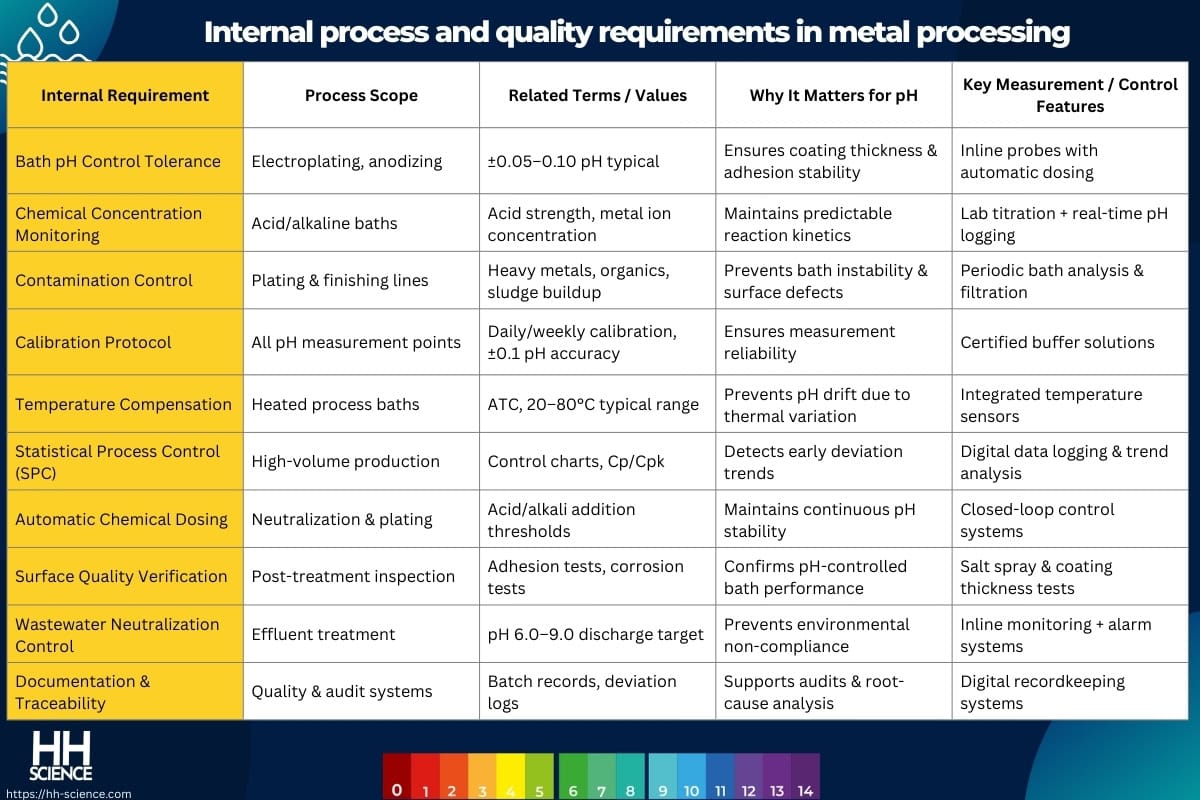
Internal process and quality requirements in metal processing
Internal process and quality requirements in metal processing define how pH must be monitored, controlled, verified, and documented throughout electroplating, pickling, anodizing, phosphating, etching, passivation, and wastewater neutralization processes, because even minor deviations can alter deposition rate, surface morphology, metal solubility, corrosion resistance, and final coating adhesion. These requirements typically specify tight operational tolerances (often ±0.05–0.10 pH in plating baths), calibration frequency, chemical concentration control, contamination limits, statistical process control (SPC), and traceable documentation, ensuring production consistency, reduced scrap rates, regulatory readiness, and long-term bath stability.
| Internal Requirement | Process Scope | Related Terms / Values | Why It Matters for pH | Key Measurement / Control Features |
| Bath pH Control Tolerance | Electroplating, anodizing | ±0.05–0.10 pH typical | Ensures coating thickness & adhesion stability | Inline probes with automatic dosing |
| Chemical Concentration Monitoring | Acid/alkaline baths | Acid strength, metal ion concentration | Maintains predictable reaction kinetics | Lab titration + real-time pH logging |
| Contamination Control | Plating & finishing lines | Heavy metals, organics, sludge buildup | Prevents bath instability & surface defects | Periodic bath analysis & filtration |
| Calibration Protocol | All pH measurement points | Daily/weekly calibration, ±0.1 pH accuracy | Ensures measurement reliability | Certified buffer solutions |
| Temperature Compensation | Heated process baths | ATC, 20–80°C typical range | Prevents pH drift due to thermal variation | Integrated temperature sensors |
| Statistical Process Control (SPC) | High-volume production | Control charts, Cp/Cpk | Detects early deviation trends | Digital data logging & trend analysis |
| Automatic Chemical Dosing | Neutralization & plating | Acid/alkali addition thresholds | Maintains continuous pH stability | Closed-loop control systems |
| Surface Quality Verification | Post-treatment inspection | Adhesion tests, corrosion tests | Confirms pH-controlled bath performance | Salt spray & coating thickness tests |
| Wastewater Neutralization Control | Effluent treatment | pH 6.0–9.0 discharge target | Prevents environmental non-compliance | Inline monitoring + alarm systems |
| Documentation & Traceability | Quality & audit systems | Batch records, deviation logs | Supports audits & root-cause analysis | Digital recordkeeping systems |
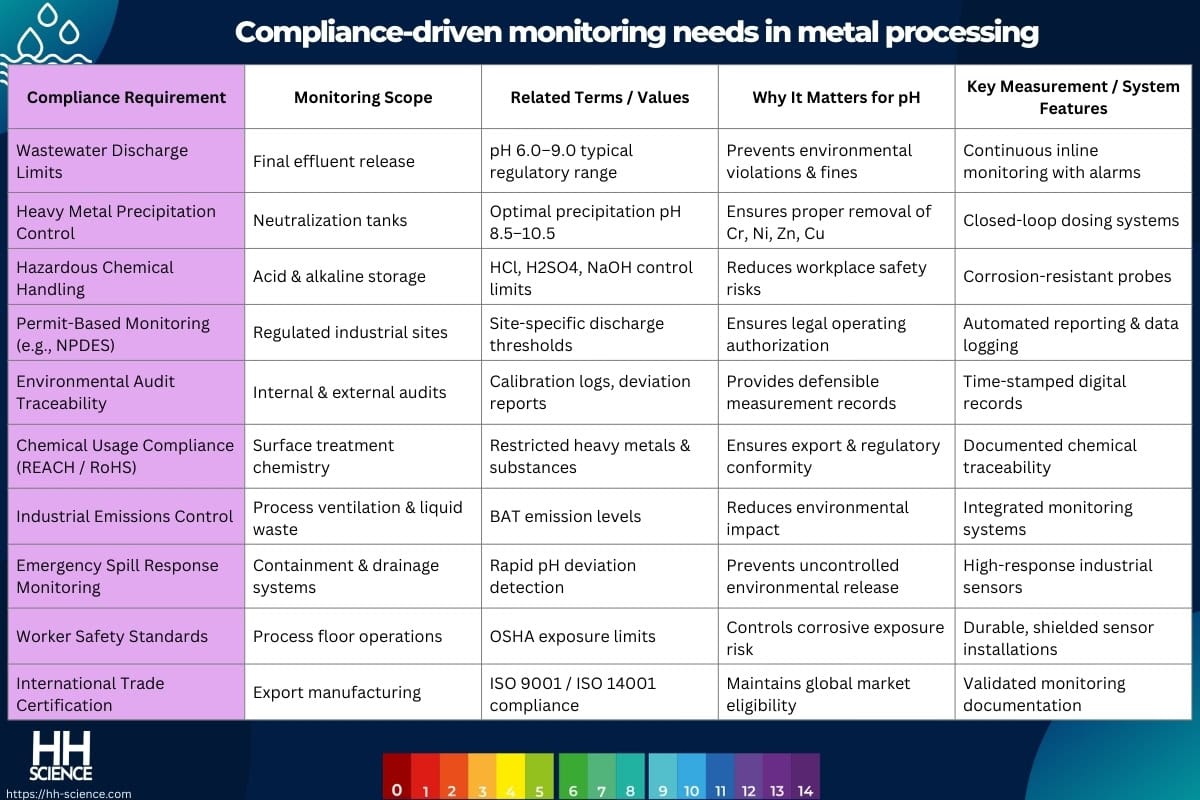
Compliance-driven monitoring needs in metal processing
Compliance-driven monitoring needs in metal processing require continuous, documented, and defensible pH measurement across plating baths, surface treatment lines, rinse stages, and wastewater discharge points, because regulatory authorities impose strict environmental discharge limits (commonly pH 6.0–9.0), hazardous chemical controls, and heavy metal precipitation requirements. These monitoring frameworks ensure legal conformity, worker safety, environmental protection, audit readiness, and international trade acceptance, while minimizing liability risk through traceable calibration, automated logging, alarm management, and validated analytical procedures.
| Compliance Requirement | Monitoring Scope | Related Terms / Values | Why It Matters for pH | Key Measurement / System Features |
| Wastewater Discharge Limits | Final effluent release | pH 6.0–9.0 typical regulatory range | Prevents environmental violations & fines | Continuous inline monitoring with alarms |
| Heavy Metal Precipitation Control | Neutralization tanks | Optimal precipitation pH 8.5–10.5 | Ensures proper removal of Cr, Ni, Zn, Cu | Closed-loop dosing systems |
| Hazardous Chemical Handling | Acid & alkaline storage | HCl, H2SO4, NaOH control limits | Reduces workplace safety risks | Corrosion-resistant probes |
| Permit-Based Monitoring (e.g., NPDES) | Regulated industrial sites | Site-specific discharge thresholds | Ensures legal operating authorization | Automated reporting & data logging |
| Environmental Audit Traceability | Internal & external audits | Calibration logs, deviation reports | Provides defensible measurement records | Time-stamped digital records |
| Chemical Usage Compliance (REACH / RoHS) | Surface treatment chemistry | Restricted heavy metals & substances | Ensures export & regulatory conformity | Documented chemical traceability |
| Industrial Emissions Control | Process ventilation & liquid waste | BAT emission levels | Reduces environmental impact | Integrated monitoring systems |
| Emergency Spill Response Monitoring | Containment & drainage systems | Rapid pH deviation detection | Prevents uncontrolled environmental release | High-response industrial sensors |
| Worker Safety Standards | Process floor operations | OSHA exposure limits | Controls corrosive exposure risk | Durable, shielded sensor installations |
| International Trade Certification | Export manufacturing | ISO 9001 / ISO 14001 compliance | Maintains global market eligibility | Validated monitoring documentation |
Selecting the right pH measurement approach in metal processing
Selecting the right pH measurement approach in metal processing is critical because process baths such as electroplating, anodizing, pickling, etching, and wastewater neutralization operate under aggressive chemical conditions (strong acids, strong alkalis, high ionic strength, heavy metal ions, elevated temperatures 20–80°C), where even ±0.05–0.10 pH deviation can alter deposition rate, surface morphology, corrosion resistance, and metal precipitation efficiency. The appropriate solution—whether inline industrial probes with automatic temperature compensation (ATC), high-alkali-resistant glass electrodes, differential sensors for coating resistance, closed-loop dosing control, or laboratory verification with ±0.1 pH traceable calibration—must align with process stability requirements, contamination risk, chemical compatibility, compliance discharge limits (commonly pH 6.0–9.0), maintenance intervals, and audit traceability to ensure production yield, environmental compliance, and long-term operational reliability.
Decision support for metal processing
Decision support in metal processing defines how operational risk, chemical aggressiveness, compliance exposure, production tolerance (often ±0.05–0.10 pH), and cost-of-failure factors guide the selection of appropriate pH measurement architecture across plating baths, pickling lines, anodizing tanks, and wastewater systems. It evaluates related terms such as corrosion rate, metal ion solubility, precipitation efficiency (typically pH 8.5–10.5 for heavy metal removal), temperature load, maintenance interval, and calibration frequency to determine whether inline industrial sensors, differential probes, or laboratory verification systems are required. This structured assessment ensures the selected pH solution supports production stability, regulatory compliance (e.g., pH 6.0–9.0 discharge), minimized downtime, and defensible audit documentation.
Application-driven measurement strategies
Application-driven measurement strategies align pH monitoring configuration with specific process stages—such as acid pickling (low pH <2), alkaline cleaning (pH 10–13), electroplating control (tight tolerance zones), rinse water stabilization, and neutralization basins—where chemical composition, ionic strength, contamination load, and thermal variation directly affect electrode performance and lifespan. These strategies consider related parameters like automatic temperature compensation (ATC), chemical dosing control, fouling resistance, response time, and data logging resolution to define whether continuous inline monitoring, immersion assemblies, or portable verification meters are most appropriate. By matching sensor design and measurement stability to actual process conditions, this approach ensures accurate control, extended probe life, and consistent surface finishing quality.
Linking metal processing to sensor selection and OEM solutions
Linking metal processing requirements to sensor selection and OEM integration ensures that pH probes, transmitters, housings, and control systems are chemically compatible with strong acids (HCl, H₂SO₄), strong bases (NaOH), high metal ion concentration, and abrasive slurry environments commonly present in plating and finishing lines. It incorporates related considerations such as glass formulation (high-alkali resistant), reference junction design (anti-clogging), IP-rated industrial transmitters, Modbus/4–20 mA outputs, and automated dosing interfaces to deliver scalable and compliance-ready monitoring systems. This alignment enables OEM manufacturers and plant engineers to deploy robust, low-maintenance, audit-traceable pH solutions that support production yield, environmental compliance, and long-term operational durability.





