Why pH matters in cooling towers boilers applications?
pH matters in cooling tower and boiler applications because it directly affects corrosion control, scale formation, chemical treatment efficiency, heat transfer performance, equipment protection, operational stability, and compliance with water treatment guidelines in high-temperature, high-circulation systems.
- Corrosion control: pH influences electrochemical corrosion rates of carbon steel, copper alloys, and stainless components.
- Scale formation prevention: pH determines the solubility of calcium carbonate and other minerals that cause fouling.
- Chemical treatment efficiency: Inhibitors, dispersants, and biocides are pH-dependent in performance.
- Heat transfer performance: Stable pH helps prevent fouling layers that reduce thermal efficiency.
- Equipment protection: Proper pH extends the life of heat exchangers, boilers, and piping.
- Operational stability: Controlled pH supports predictable cycles of concentration and blowdown control.
- Compliance and best practices: Industry guidelines specify pH ranges to ensure safe and efficient operation.
How does pH influence cooling tower boiler quality and safety?
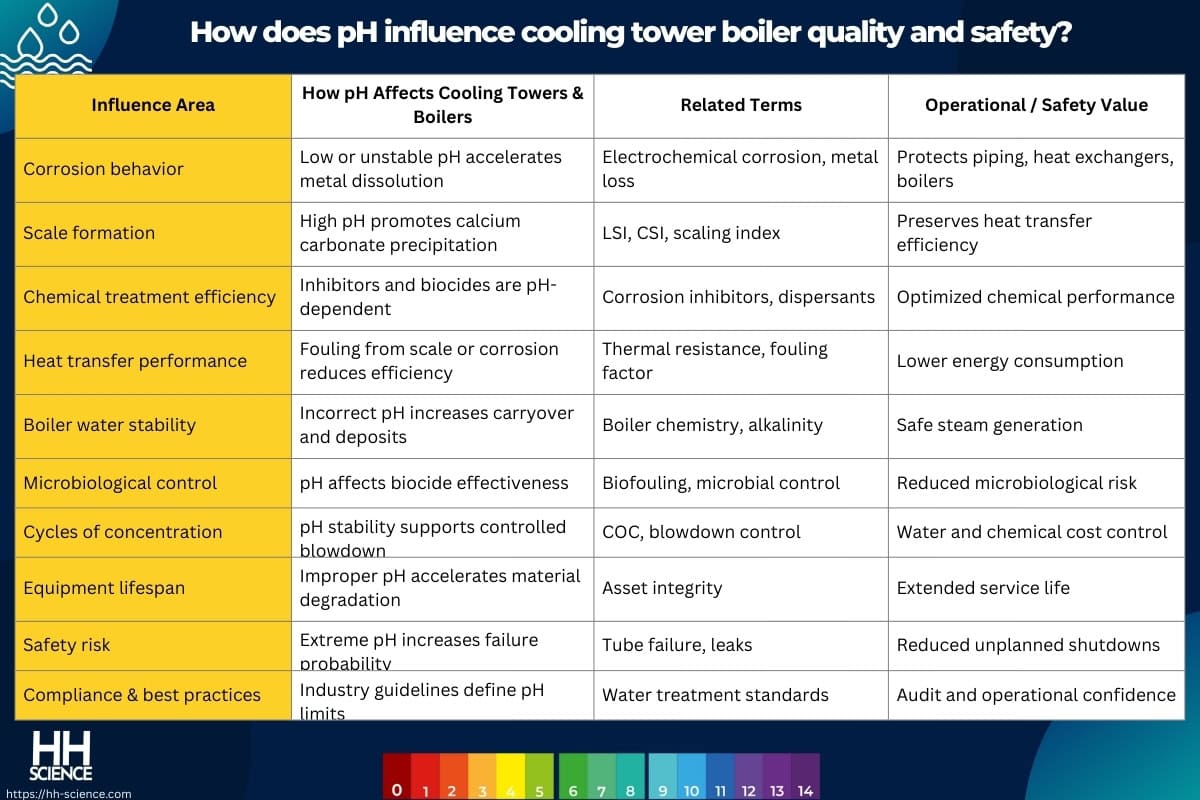
pH influences cooling tower and boiler quality and safety by controlling water chemistry reactions that affect corrosion behavior, scale formation, chemical treatment performance, heat transfer efficiency, and system integrity under high-temperature and high-circulation conditions. Maintaining pH within defined control limits ensures safe operation, protects critical assets, and prevents efficiency losses or failure events.
| Influence Area | How pH Affects Cooling Towers & Boilers | Related Terms | Operational / Safety Value |
| Corrosion behavior | Low or unstable pH accelerates metal dissolution | Electrochemical corrosion, metal loss | Protects piping, heat exchangers, boilers |
| Scale formation | High pH promotes calcium carbonate precipitation | LSI, CSI, scaling index | Preserves heat transfer efficiency |
| Chemical treatment efficiency | Inhibitors and biocides are pH-dependent | Corrosion inhibitors, dispersants | Optimized chemical performance |
| Heat transfer performance | Fouling from scale or corrosion reduces efficiency | Thermal resistance, fouling factor | Lower energy consumption |
| Boiler water stability | Incorrect pH increases carryover and deposits | Boiler chemistry, alkalinity | Safe steam generation |
| Microbiological control | pH affects biocide effectiveness | Biofouling, microbial control | Reduced microbiological risk |
| Cycles of concentration | pH stability supports controlled blowdown | COC, blowdown control | Water and chemical cost control |
| Equipment lifespan | Improper pH accelerates material degradation | Asset integrity | Extended service life |
| Safety risk | Extreme pH increases failure probability | Tube failure, leaks | Reduced unplanned shutdowns |
| Compliance & best practices | Industry guidelines define pH limits | Water treatment standards | Audit and operational confidence |
Why are cooling tower boiler systems sensitive to pH deviations?
Cooling tower and boiler systems are highly sensitive to pH deviations because they operate under elevated temperature, high flow velocity, concentrated dissolved solids, and continuous chemical dosing, which amplify the effects of even small pH shifts. When pH is not properly controlled, corrosion rates can increase exponentially, scale can rapidly precipitate on heat-transfer surfaces, chemical treatments lose effectiveness, heat efficiency drops, tube failures or leaks become more likely, and overall operating costs and safety risks rise sharply.
Typical pH ranges and control targets in cooling towers boilers applications
Typical pH ranges and control targets in cooling tower and boiler applications define the safe operating window needed to balance corrosion control, scale prevention, chemical treatment performance, and heat transfer efficiency. Clear pH targets support stable cycles of concentration, predictable blowdown control, and long-term asset protection under demanding thermal and hydraulic conditions.
Common pH ranges in the cooling tower boiler
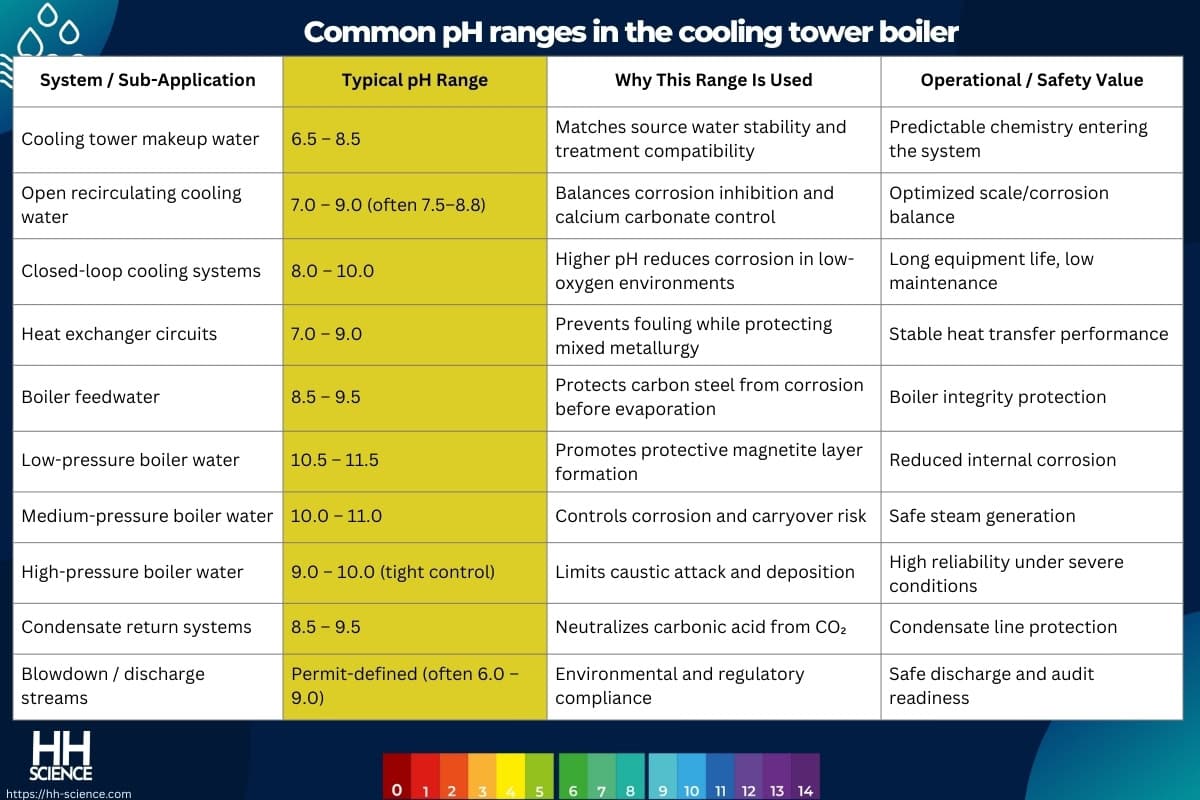
Common pH ranges in cooling tower and boiler systems are set to balance corrosion control, scale prevention, chemical treatment effectiveness, and heat-transfer efficiency, with different targets for each sub-system because temperature, concentration cycles, and metallurgy vary significantly.
| System / Sub-Application | Typical pH Range | Why This Range Is Used | Operational / Safety Value |
| Cooling tower makeup water | 6.5 – 8.5 | Matches source water stability and treatment compatibility | Predictable chemistry entering the system |
| Open recirculating cooling water | 7.0 – 9.0 (often 7.5–8.8) | Balances corrosion inhibition and calcium carbonate control | Optimized scale/corrosion balance |
| Closed-loop cooling systems | 8.0 – 10.0 | Higher pH reduces corrosion in low-oxygen environments | Long equipment life, low maintenance |
| Heat exchanger circuits | 7.0 – 9.0 | Prevents fouling while protecting mixed metallurgy | Stable heat transfer performance |
| Boiler feedwater | 8.5 – 9.5 | Protects carbon steel from corrosion before evaporation | Boiler integrity protection |
| Low-pressure boiler water | 10.5 – 11.5 | Promotes protective magnetite layer formation | Reduced internal corrosion |
| Medium-pressure boiler water | 10.0 – 11.0 | Controls corrosion and carryover risk | Safe steam generation |
| High-pressure boiler water | 9.0 – 10.0 (tight control) | Limits caustic attack and deposition | High reliability under severe conditions |
| Condensate return systems | 8.5 – 9.5 | Neutralizes carbonic acid from CO₂ | Condensate line protection |
| Blowdown / discharge streams | Permit-defined (often 6.0 – 9.0) | Environmental and regulatory compliance | Safe discharge and audit readiness |
Factors that define pH control targets
pH control targets in cooling tower and boiler applications are defined by system type, operating temperature and pressure, water chemistry and alkalinity, metallurgy, cycles of concentration, chemical treatment programs, makeup water quality, blowdown strategy, and regulatory or guideline requirements, because each factor directly affects corrosion risk, scaling tendency, and safe heat-transfer performance.
- System type (open cooling, closed loop, boiler): Different systems have distinct oxygen exposure and concentration behavior, requiring different pH windows.
- Operating temperature and pressure: Higher temperature and pressure accelerate chemical reactions and narrow safe pH margins.
- Water chemistry and alkalinity: Buffering capacity determines how stable pH remains under dosing and concentration cycles.
- Metallurgy: Carbon steel, copper alloys, and stainless steels each have optimal pH ranges for corrosion protection.
- Cycles of concentration (COC): Evaporation concentrates dissolved solids, shifting scaling and corrosion equilibria.
- Chemical treatment program: Corrosion inhibitors, dispersants, and biocides have pH-dependent effectiveness.
- Makeup water quality: Hardness, silica, and dissolved salts influence achievable and stable pH targets.
- Blowdown strategy: Blowdown rate controls concentration and indirectly stabilizes pH.
- Regulatory and industry guidelines: Discharge limits and best-practice standards define allowable operating boundaries.
What happens when pH is out of range in cooling towers boilers applications?
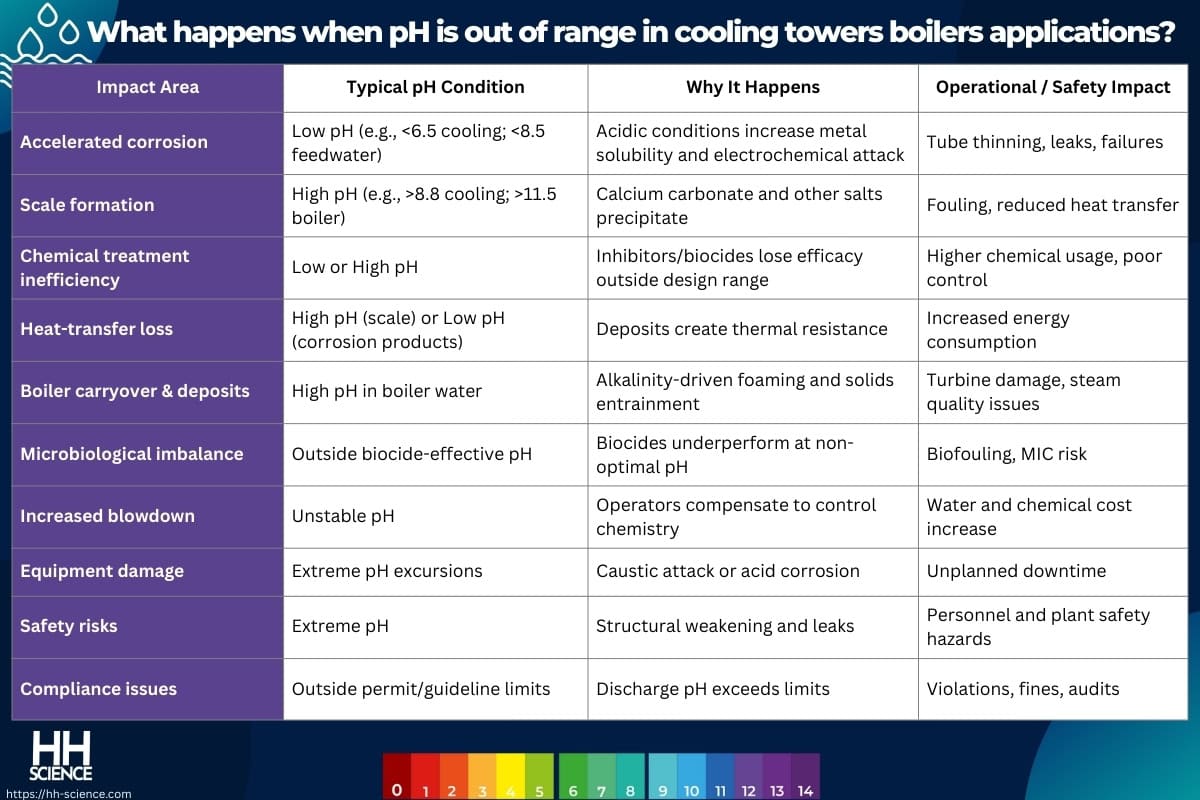
When pH is out of range in cooling tower and boiler applications, it can cause accelerated corrosion, rapid scale formation, reduced chemical treatment effectiveness, heat-transfer efficiency loss, microbiological imbalance, increased blowdown and chemical costs, equipment damage, safety risks, and regulatory non-compliance, because high temperature, concentration effects, and metallurgy amplify pH-driven reactions.
| Impact Area | Typical pH Condition | Why It Happens | Operational / Safety Impact |
| Accelerated corrosion | Low pH (e.g., <6.5 cooling; <8.5 feedwater) | Acidic conditions increase metal solubility and electrochemical attack | Tube thinning, leaks, failures |
| Scale formation | High pH (e.g., >8.8 cooling; >11.5 boiler) | Calcium carbonate and other salts precipitate | Fouling, reduced heat transfer |
| Chemical treatment inefficiency | Low or High pH | Inhibitors/biocides lose efficacy outside design range | Higher chemical usage, poor control |
| Heat-transfer loss | High pH (scale) or Low pH (corrosion products) | Deposits create thermal resistance | Increased energy consumption |
| Boiler carryover & deposits | High pH in boiler water | Alkalinity-driven foaming and solids entrainment | Turbine damage, steam quality issues |
| Microbiological imbalance | Outside biocide-effective pH | Biocides underperform at non-optimal pH | Biofouling, MIC risk |
| Increased blowdown | Unstable pH | Operators compensate to control chemistry | Water and chemical cost increase |
| Equipment damage | Extreme pH excursions | Caustic attack or acid corrosion | Unplanned downtime |
| Safety risks | Extreme pH | Structural weakening and leaks | Personnel and plant safety hazards |
| Compliance issues | Outside permit/guideline limits | Discharge pH exceeds limits | Violations, fines, audits |
Effects of low pH in cooling tower boiler applications
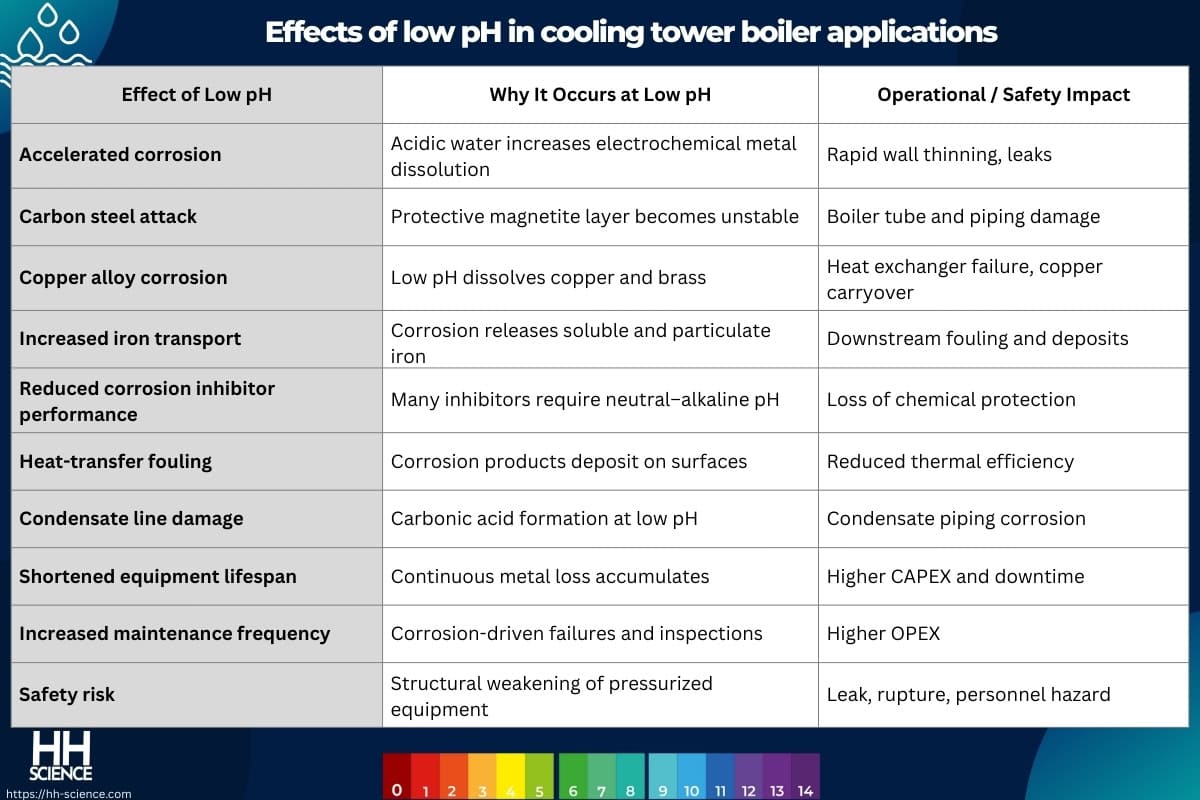
Low pH in cooling tower and boiler applications leads to accelerated corrosion, metal loss, increased iron transport, reduced inhibitor effectiveness, heat-transfer fouling from corrosion products, equipment leakage, and higher safety and maintenance risk, because acidic conditions intensify electrochemical reactions and destabilize protective films on system metallurgy.
| Effect of Low pH | Why It Occurs at Low pH | Operational / Safety Impact |
| Accelerated corrosion | Acidic water increases electrochemical metal dissolution | Rapid wall thinning, leaks |
| Carbon steel attack | Protective magnetite layer becomes unstable | Boiler tube and piping damage |
| Copper alloy corrosion | Low pH dissolves copper and brass | Heat exchanger failure, copper carryover |
| Increased iron transport | Corrosion releases soluble and particulate iron | Downstream fouling and deposits |
| Reduced corrosion inhibitor performance | Many inhibitors require neutral–alkaline pH | Loss of chemical protection |
| Heat-transfer fouling | Corrosion products deposit on surfaces | Reduced thermal efficiency |
| Condensate line damage | Carbonic acid formation at low pH | Condensate piping corrosion |
| Shortened equipment lifespan | Continuous metal loss accumulates | Higher CAPEX and downtime |
| Increased maintenance frequency | Corrosion-driven failures and inspections | Higher OPEX |
| Safety risk | Structural weakening of pressurized equipment | Leak, rupture, personnel hazard |
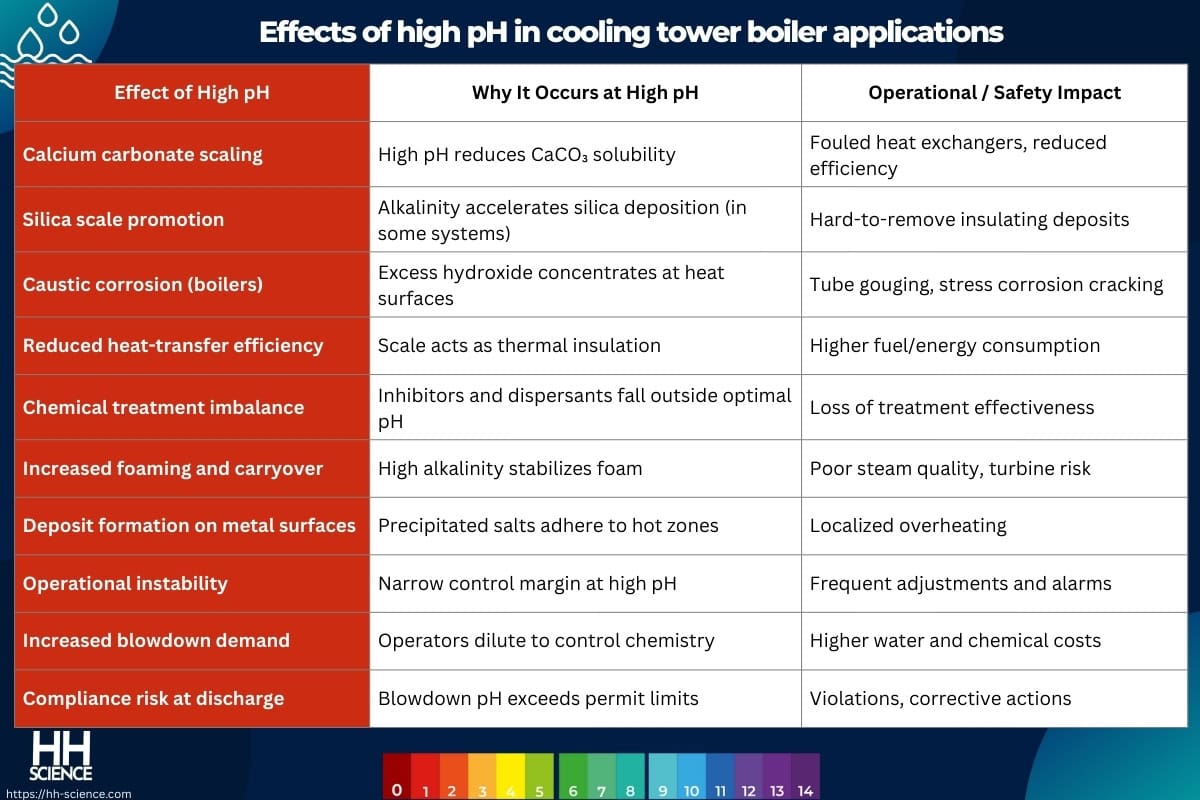
Effects of high pH in cooling tower boiler applications
High pH in cooling tower and boiler applications causes scale formation, caustic corrosion, reduced heat-transfer efficiency, chemical treatment imbalance, increased carryover and foaming, deposition on heat surfaces, operational instability, and higher energy and maintenance costs, because alkaline conditions shift solubility equilibria and intensify concentration effects under high temperature and evaporation.
| Effect of High pH | Why It Occurs at High pH | Operational / Safety Impact |
| Calcium carbonate scaling | High pH reduces CaCO₃ solubility | Fouled heat exchangers, reduced efficiency |
| Silica scale promotion | Alkalinity accelerates silica deposition (in some systems) | Hard-to-remove insulating deposits |
| Caustic corrosion (boilers) | Excess hydroxide concentrates at heat surfaces | Tube gouging, stress corrosion cracking |
| Reduced heat-transfer efficiency | Scale acts as thermal insulation | Higher fuel/energy consumption |
| Chemical treatment imbalance | Inhibitors and dispersants fall outside optimal pH | Loss of treatment effectiveness |
| Increased foaming and carryover | High alkalinity stabilizes foam | Poor steam quality, turbine risk |
| Deposit formation on metal surfaces | Precipitated salts adhere to hot zones | Localized overheating |
| Operational instability | Narrow control margin at high pH | Frequent adjustments and alarms |
| Increased blowdown demand | Operators dilute to control chemistry | Higher water and chemical costs |
| Compliance risk at discharge | Blowdown pH exceeds permit limits | Violations, corrective actions |
Operational, quality, and compliance risks
When pH is out of range in cooling tower and boiler applications, operational, quality, and compliance risks escalate rapidly because these systems operate under high temperature, pressure, and concentration conditions that magnify chemical imbalances.
- Operational risks: pH excursions accelerate corrosion or scaling, reduce heat-transfer efficiency, destabilize chemical treatment programs, increase blowdown rates, and raise energy and water consumption.
- Quality risks: Improper pH degrades steam quality, promotes fouling and deposits on heat-transfer surfaces, increases iron or copper transport, and compromises system reliability and performance.
- Compliance risks: Discharge blowdown streams must meet regulated pH limits, and sustained deviations can trigger permit violations, corrective actions, audits, and increased scrutiny from environmental and safety authorities.
pH measurement challenges in cooling tower boiler applications
pH measurement challenges in cooling tower and boiler applications arise from high temperature, variable flow, chemical dosing, concentration effects, and aggressive operating conditions that stress both sensors and measurement accuracy. Addressing these challenges is essential to ensure reliable corrosion and scale control, effective chemical treatment, safe boiler operation, and defensible compliance monitoring.
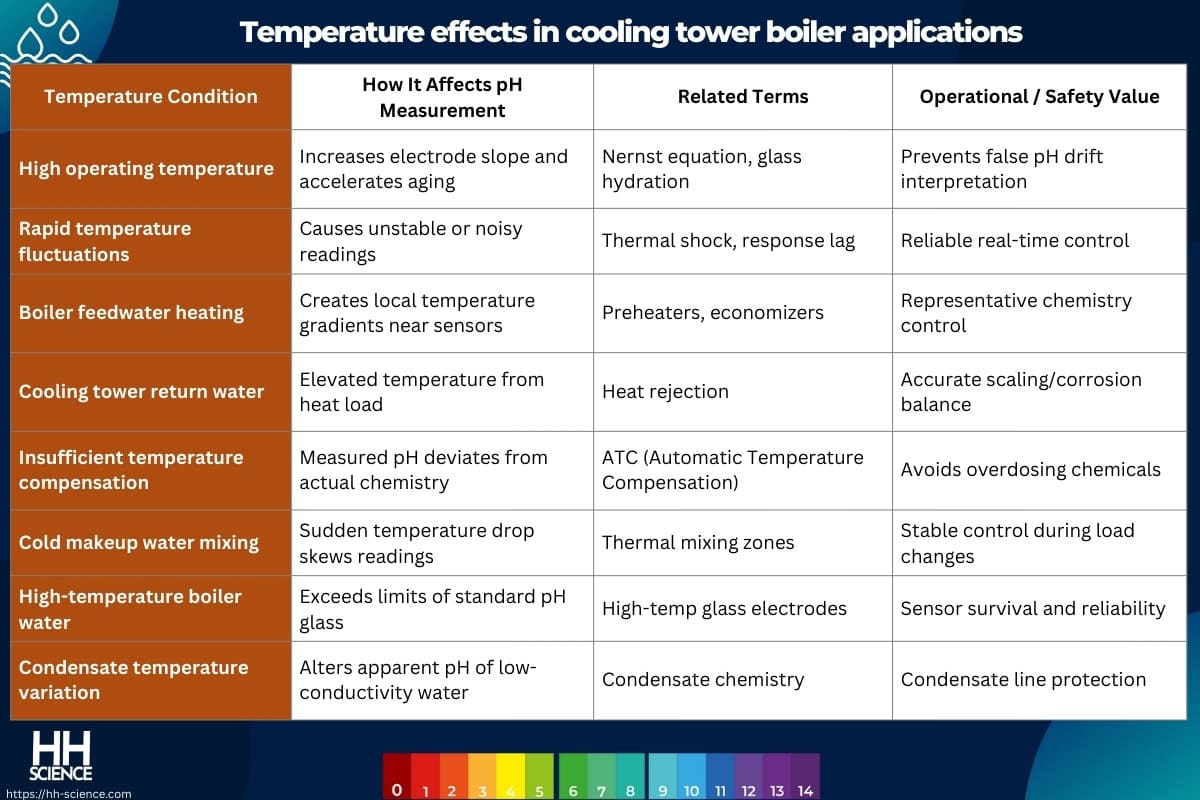
Temperature effects
Temperature effects are a major pH measurement challenge in cooling tower and boiler applications because elevated and rapidly changing temperatures directly influence electrode response, chemical equilibria, and sensor aging in high-energy water systems. Without proper temperature compensation and correct installation, temperature-driven errors can mask true corrosion or scaling risk and lead to incorrect chemical control decisions.
| Temperature Condition | How It Affects pH Measurement | Related Terms | Operational / Safety Value |
| High operating temperature | Increases electrode slope and accelerates aging | Nernst equation, glass hydration | Prevents false pH drift interpretation |
| Rapid temperature fluctuations | Causes unstable or noisy readings | Thermal shock, response lag | Reliable real-time control |
| Boiler feedwater heating | Creates local temperature gradients near sensors | Preheaters, economizers | Representative chemistry control |
| Cooling tower return water | Elevated temperature from heat load | Heat rejection | Accurate scaling/corrosion balance |
| Insufficient temperature compensation | Measured pH deviates from actual chemistry | ATC (Automatic Temperature Compensation) | Avoids overdosing chemicals |
| Cold makeup water mixing | Sudden temperature drop skews readings | Thermal mixing zones | Stable control during load changes |
| High-temperature boiler water | Exceeds limits of standard pH glass | High-temp glass electrodes | Sensor survival and reliability |
| Condensate temperature variation | Alters apparent pH of low-conductivity water | Condensate chemistry | Condensate line protection |
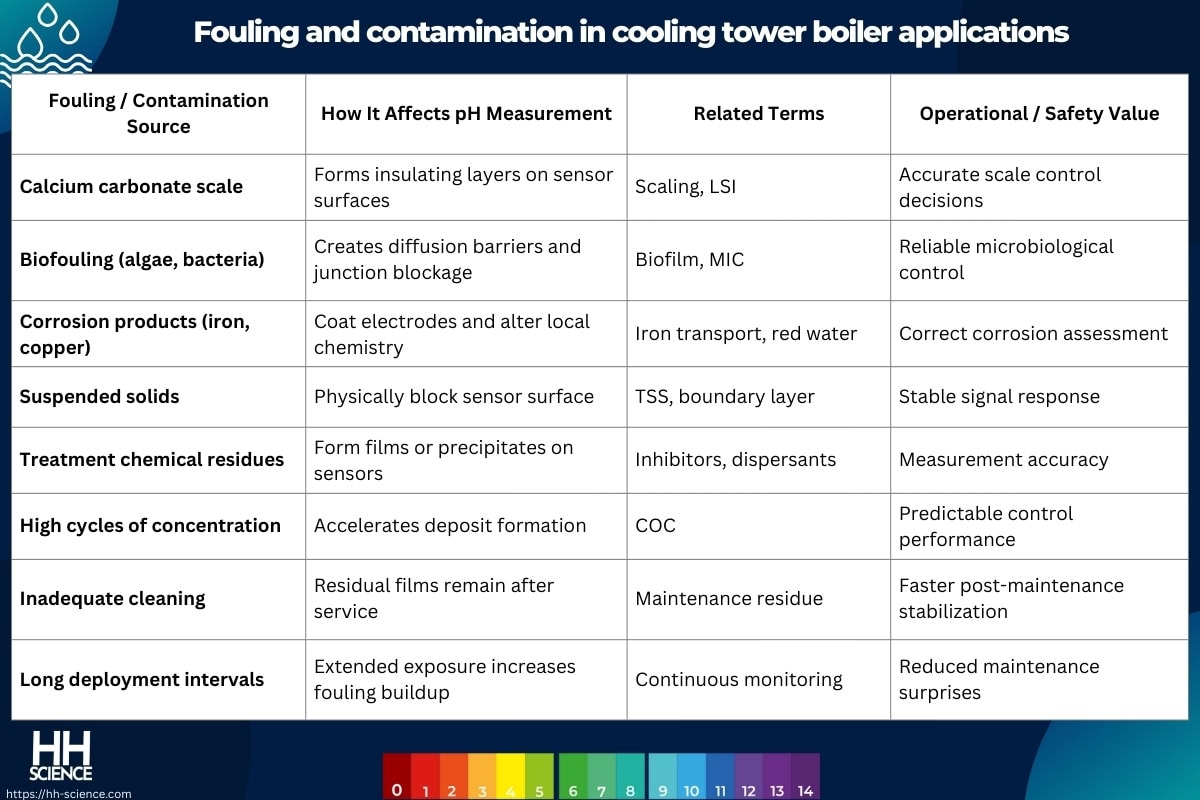
Fouling and contamination
Fouling and contamination are critical pH measurement challenges in cooling tower and boiler applications because circulating water concentrates suspended solids, corrosion products, biological growth, and treatment chemicals under high temperature and evaporation. These deposits interfere with the pH glass membrane and reference junction, causing slow response, signal drift, and biased readings that can lead to incorrect corrosion or scale control decisions.
| Fouling / Contamination Source | How It Affects pH Measurement | Related Terms | Operational / Safety Value |
| Calcium carbonate scale | Forms insulating layers on sensor surfaces | Scaling, LSI | Accurate scale control decisions |
| Biofouling (algae, bacteria) | Creates diffusion barriers and junction blockage | Biofilm, MIC | Reliable microbiological control |
| Corrosion products (iron, copper) | Coat electrodes and alter local chemistry | Iron transport, red water | Correct corrosion assessment |
| Suspended solids | Physically block sensor surface | TSS, boundary layer | Stable signal response |
| Treatment chemical residues | Form films or precipitates on sensors | Inhibitors, dispersants | Measurement accuracy |
| High cycles of concentration | Accelerates deposit formation | COC | Predictable control performance |
| Inadequate cleaning | Residual films remain after service | Maintenance residue | Faster post-maintenance stabilization |
| Long deployment intervals | Extended exposure increases fouling buildup | Continuous monitoring | Reduced maintenance surprises |
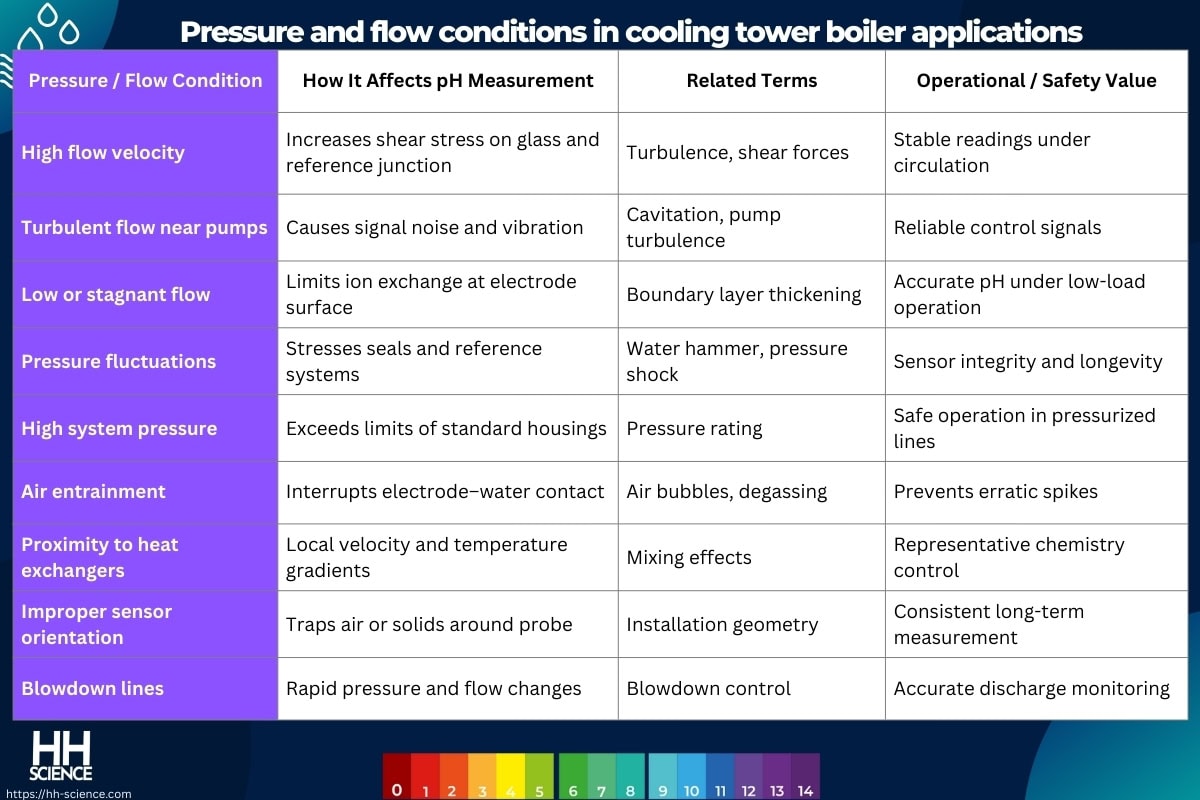
Pressure and flow conditions
Pressure and flow conditions are a major pH measurement challenge in cooling tower and boiler applications because these systems operate with high circulation rates, pressure fluctuations, turbulent flow, and localized velocity extremes near heat exchangers and pumps. Improperly managed hydraulics can cause unstable readings, mechanical stress on sensors, air entrainment, and non-representative pH values that undermine corrosion and scale control.
| Pressure / Flow Condition | How It Affects pH Measurement | Related Terms | Operational / Safety Value |
| High flow velocity | Increases shear stress on glass and reference junction | Turbulence, shear forces | Stable readings under circulation |
| Turbulent flow near pumps | Causes signal noise and vibration | Cavitation, pump turbulence | Reliable control signals |
| Low or stagnant flow | Limits ion exchange at electrode surface | Boundary layer thickening | Accurate pH under low-load operation |
| Pressure fluctuations | Stresses seals and reference systems | Water hammer, pressure shock | Sensor integrity and longevity |
| High system pressure | Exceeds limits of standard housings | Pressure rating | Safe operation in pressurized lines |
| Air entrainment | Interrupts electrode–water contact | Air bubbles, degassing | Prevents erratic spikes |
| Proximity to heat exchangers | Local velocity and temperature gradients | Mixing effects | Representative chemistry control |
| Improper sensor orientation | Traps air or solids around probe | Installation geometry | Consistent long-term measurement |
| Blowdown lines | Rapid pressure and flow changes | Blowdown control | Accurate discharge monitoring |
Chemical exposure
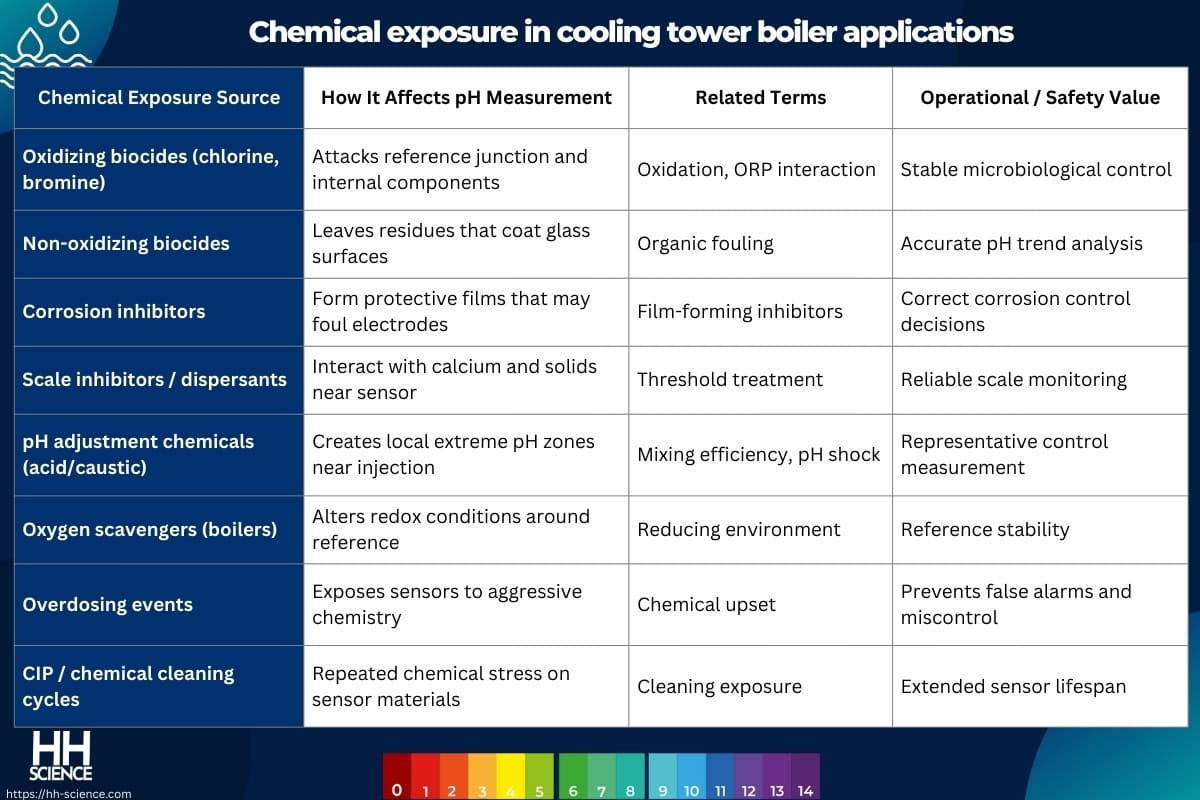
Chemical exposure is a significant pH measurement challenge in cooling tower and boiler applications because sensors are continuously exposed to oxidizing biocides, corrosion inhibitors, scale inhibitors, pH adjustment chemicals, and oxygen scavengers used to protect high-temperature water systems. These chemicals can oxidize sensor components, poison reference systems, and create localized extreme pH zones near dosing points, leading to drift, slow response, and misleading readings.
| Chemical Exposure Source | How It Affects pH Measurement | Related Terms | Operational / Safety Value |
| Oxidizing biocides (chlorine, bromine) | Attacks reference junction and internal components | Oxidation, ORP interaction | Stable microbiological control |
| Non-oxidizing biocides | Leaves residues that coat glass surfaces | Organic fouling | Accurate pH trend analysis |
| Corrosion inhibitors | Form protective films that may foul electrodes | Film-forming inhibitors | Correct corrosion control decisions |
| Scale inhibitors / dispersants | Interact with calcium and solids near sensor | Threshold treatment | Reliable scale monitoring |
| pH adjustment chemicals (acid/caustic) | Creates local extreme pH zones near injection | Mixing efficiency, pH shock | Representative control measurement |
| Oxygen scavengers (boilers) | Alters redox conditions around reference | Reducing environment | Reference stability |
| Overdosing events | Exposes sensors to aggressive chemistry | Chemical upset | Prevents false alarms and miscontrol |
| CIP / chemical cleaning cycles | Repeated chemical stress on sensor materials | Cleaning exposure | Extended sensor lifespan |
Bio-load or process residues
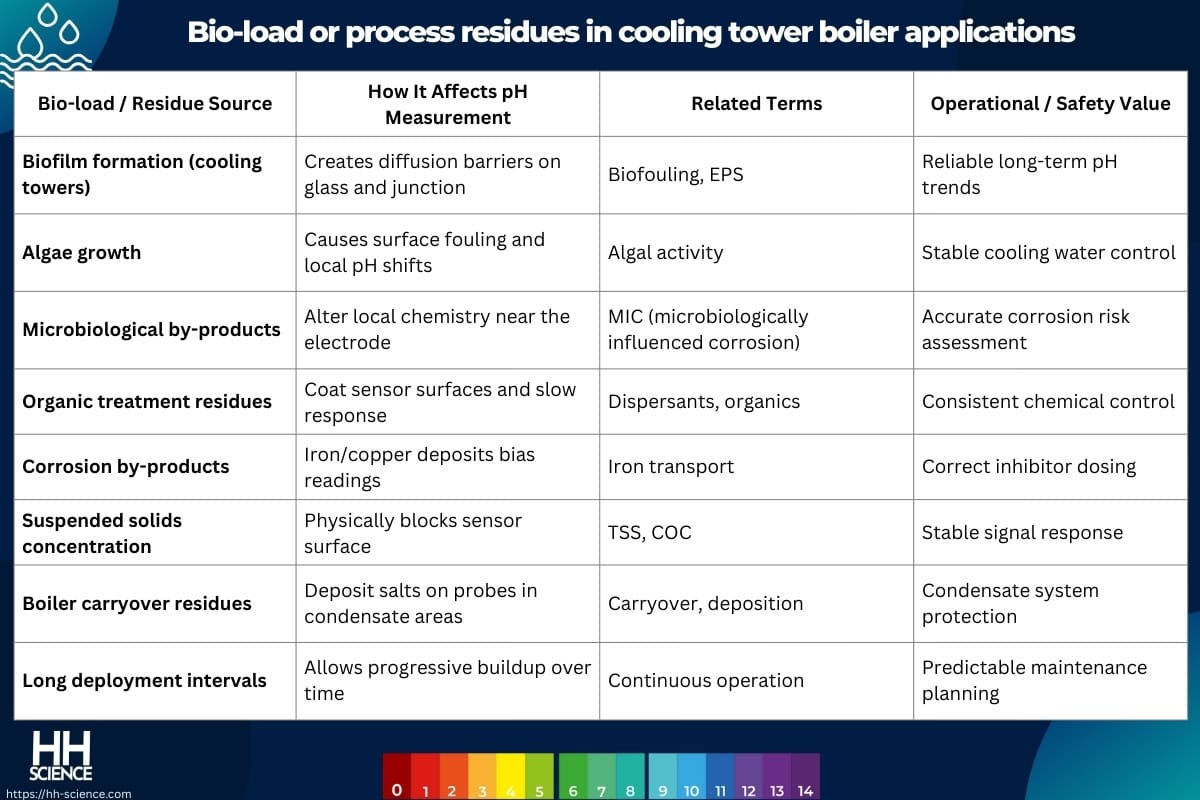
Bio-load and process residues are persistent pH measurement challenges in cooling tower and boiler applications because high temperatures, nutrient availability, and cycles of concentration promote biological growth and the accumulation of organic and inorganic residues. These deposits alter the local chemistry at the electrode surface, restrict ion exchange, and destabilize the reference system, leading to drift, slow response, and loss of confidence in corrosion and scale control decisions.
| Bio-load / Residue Source | How It Affects pH Measurement | Related Terms | Operational / Safety Value |
| Biofilm formation (cooling towers) | Creates diffusion barriers on glass and junction | Biofouling, EPS | Reliable long-term pH trends |
| Algae growth | Causes surface fouling and local pH shifts | Algal activity | Stable cooling water control |
| Microbiological by-products | Alter local chemistry near the electrode | MIC (microbiologically influenced corrosion) | Accurate corrosion risk assessment |
| Organic treatment residues | Coat sensor surfaces and slow response | Dispersants, organics | Consistent chemical control |
| Corrosion by-products | Iron/copper deposits bias readings | Iron transport | Correct inhibitor dosing |
| Suspended solids concentration | Physically blocks sensor surface | TSS, COC | Stable signal response |
| Boiler carryover residues | Deposit salts on probes in condensate areas | Carryover, deposition | Condensate system protection |
| Long deployment intervals | Allows progressive buildup over time | Continuous operation | Predictable maintenance planning |
Common pH sensor types used in cooling tower boiler applications
Common pH sensor types used in cooling tower and boiler applications include combination pH sensors, differential pH sensors, and digital or smart pH sensors, selected to withstand high temperature, chemical exposure, and continuous circulation while maintaining stable measurements. These sensors are deployed in inline, immersion, flow-through, or retractable configurations to support real-time corrosion and scale control, chemical treatment optimization, and compliance monitoring in demanding thermal water systems.
Combination pH sensors
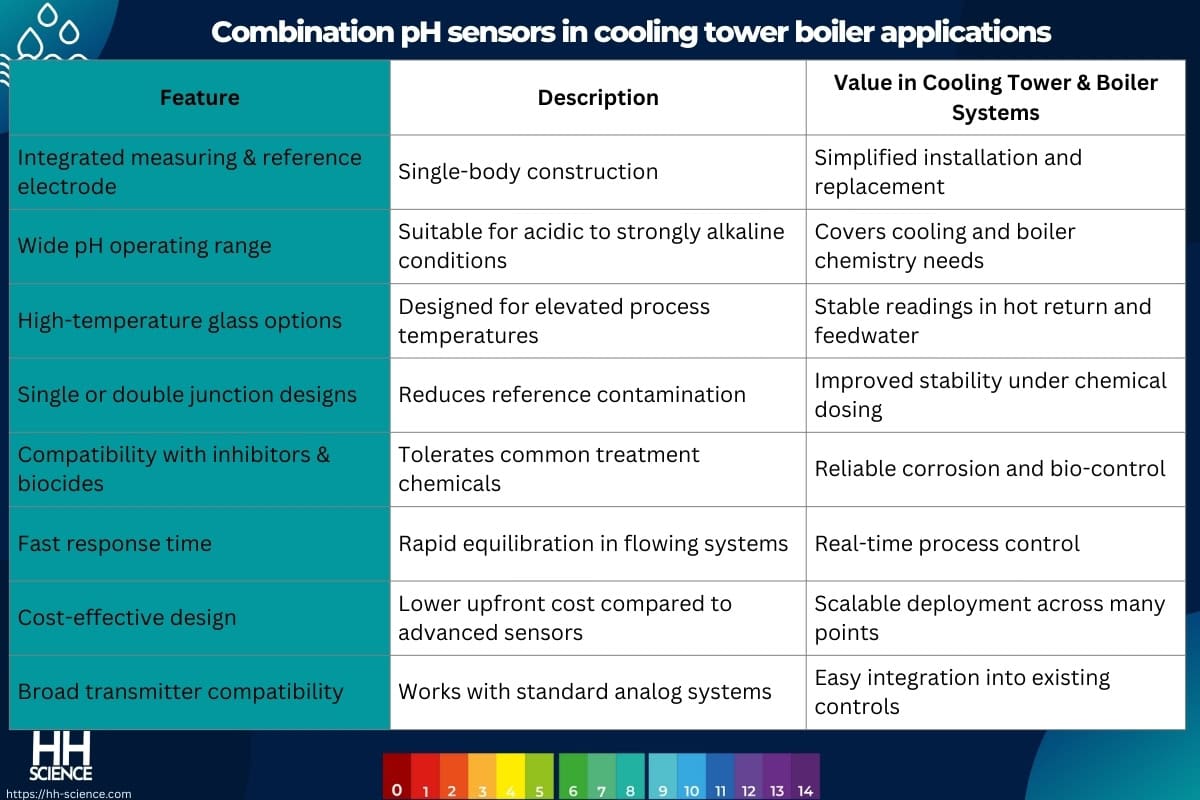
Combination pH sensors are widely used in cooling tower and boiler applications because they integrate the measuring and reference electrodes into a single, compact design that delivers reliable performance in continuous, chemically treated water systems. Their simplicity, broad availability, and compatibility with standard transmitters make them practical for routine corrosion and scale control across many thermal water circuits.
| Feature | Description | Value in Cooling Tower & Boiler Systems |
| Integrated measuring & reference electrode | Single-body construction | Simplified installation and replacement |
| Wide pH operating range | Suitable for acidic to strongly alkaline conditions | Covers cooling and boiler chemistry needs |
| High-temperature glass options | Designed for elevated process temperatures | Stable readings in hot return and feedwater |
| Single or double junction designs | Reduces reference contamination | Improved stability under chemical dosing |
| Compatibility with inhibitors & biocides | Tolerates common treatment chemicals | Reliable corrosion and bio-control |
| Fast response time | Rapid equilibration in flowing systems | Real-time process control |
| Cost-effective design | Lower upfront cost compared to advanced sensors | Scalable deployment across many points |
| Broad transmitter compatibility | Works with standard analog systems | Easy integration into existing controls |
Differential pH sensors
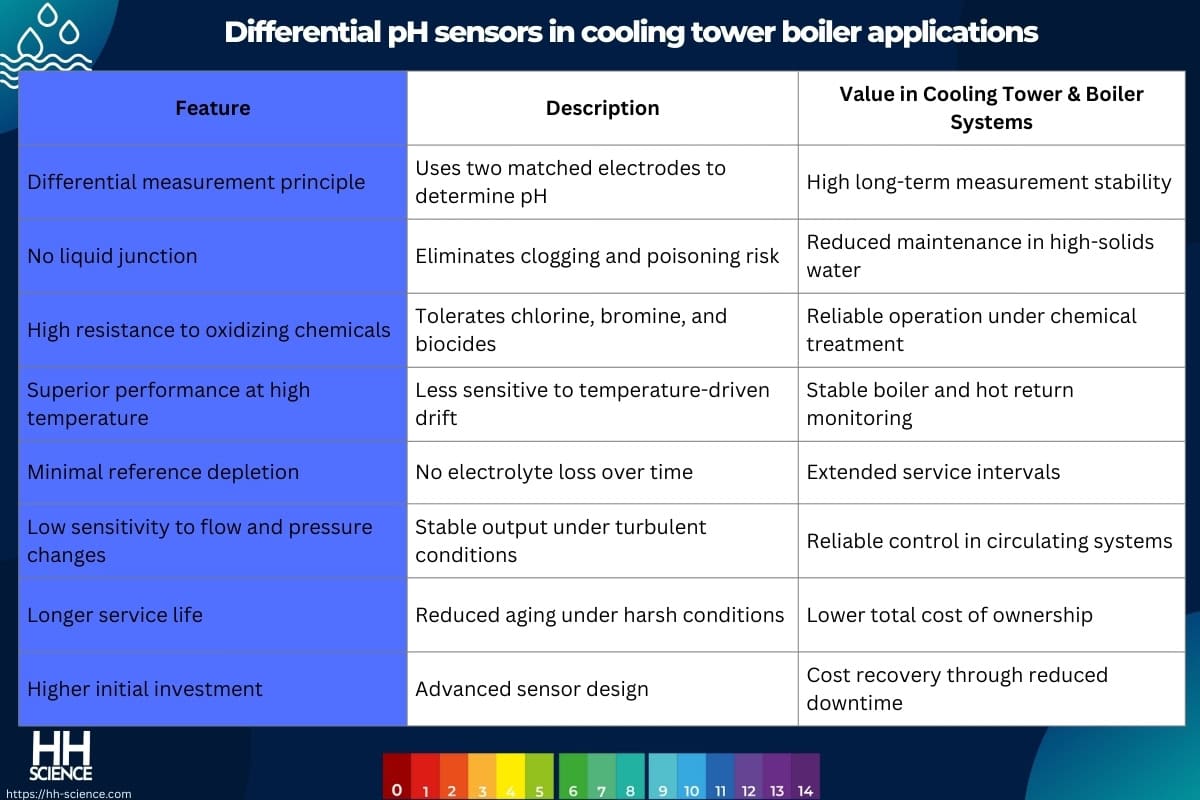
Differential pH sensors are well suited for cooling tower and boiler applications where high temperature, aggressive chemistry, and long service intervals can compromise conventional liquid-junction references. By eliminating the traditional reference electrolyte and using a differential measurement principle, these sensors provide superior stability, reduced drift, and lower maintenance in harsh thermal water systems.
| Feature | Description | Value in Cooling Tower & Boiler Systems |
| Differential measurement principle | Uses two matched electrodes to determine pH | High long-term measurement stability |
| No liquid junction | Eliminates clogging and poisoning risk | Reduced maintenance in high-solids water |
| High resistance to oxidizing chemicals | Tolerates chlorine, bromine, and biocides | Reliable operation under chemical treatment |
| Superior performance at high temperature | Less sensitive to temperature-driven drift | Stable boiler and hot return monitoring |
| Minimal reference depletion | No electrolyte loss over time | Extended service intervals |
| Low sensitivity to flow and pressure changes | Stable output under turbulent conditions | Reliable control in circulating systems |
| Longer service life | Reduced aging under harsh conditions | Lower total cost of ownership |
| Higher initial investment | Advanced sensor design | Cost recovery through reduced downtime |
Digital or smart pH sensors
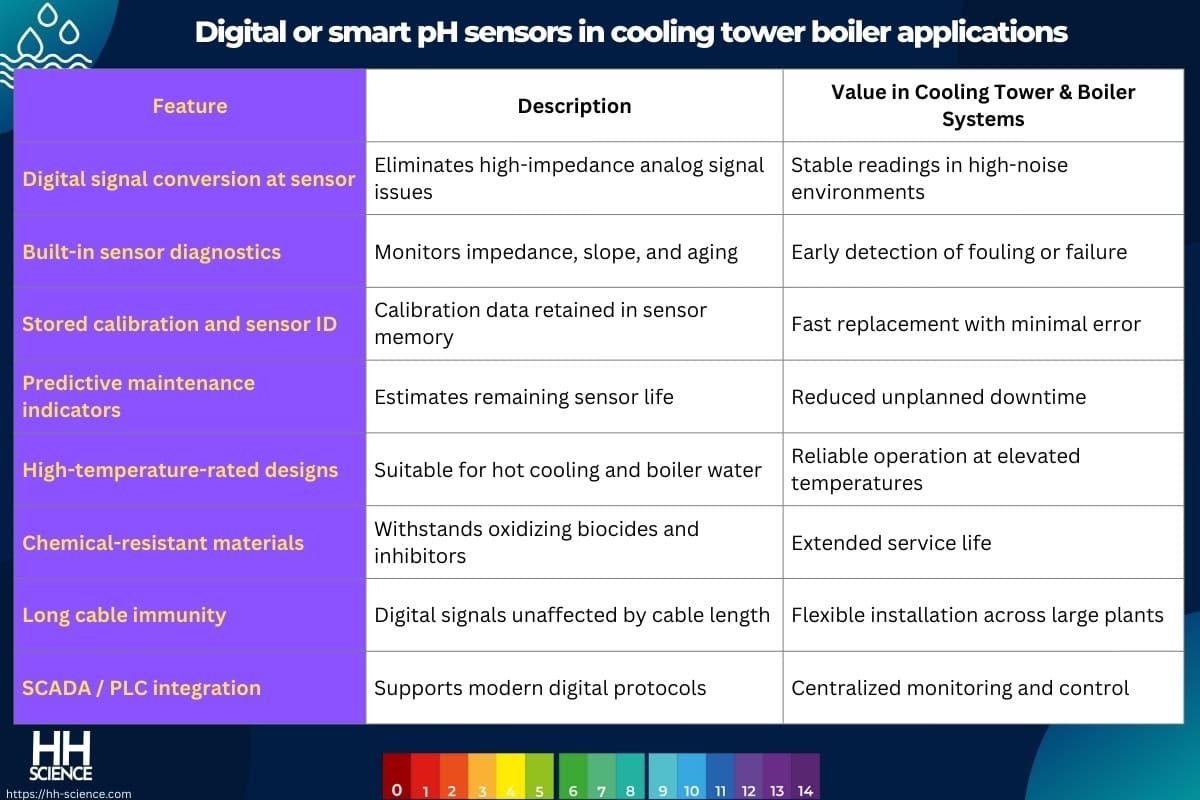
Digital or smart pH sensors are increasingly adopted in cooling tower and boiler applications because they improve measurement reliability, diagnostics, and maintenance efficiency in high-temperature, chemically aggressive environments. By converting the pH signal to digital form at the sensor and embedding health diagnostics, they reduce noise, simplify asset management, and support proactive maintenance in critical thermal systems.
| Feature | Description | Value in Cooling Tower & Boiler Systems |
| Digital signal conversion at sensor | Eliminates high-impedance analog signal issues | Stable readings in high-noise environments |
| Built-in sensor diagnostics | Monitors impedance, slope, and aging | Early detection of fouling or failure |
| Stored calibration and sensor ID | Calibration data retained in sensor memory | Fast replacement with minimal error |
| Predictive maintenance indicators | Estimates remaining sensor life | Reduced unplanned downtime |
| High-temperature-rated designs | Suitable for hot cooling and boiler water | Reliable operation at elevated temperatures |
| Chemical-resistant materials | Withstands oxidizing biocides and inhibitors | Extended service life |
| Long cable immunity | Digital signals unaffected by cable length | Flexible installation across large plants |
| SCADA / PLC integration | Supports modern digital protocols | Centralized monitoring and control |
Inline, immersion, or portable configurations
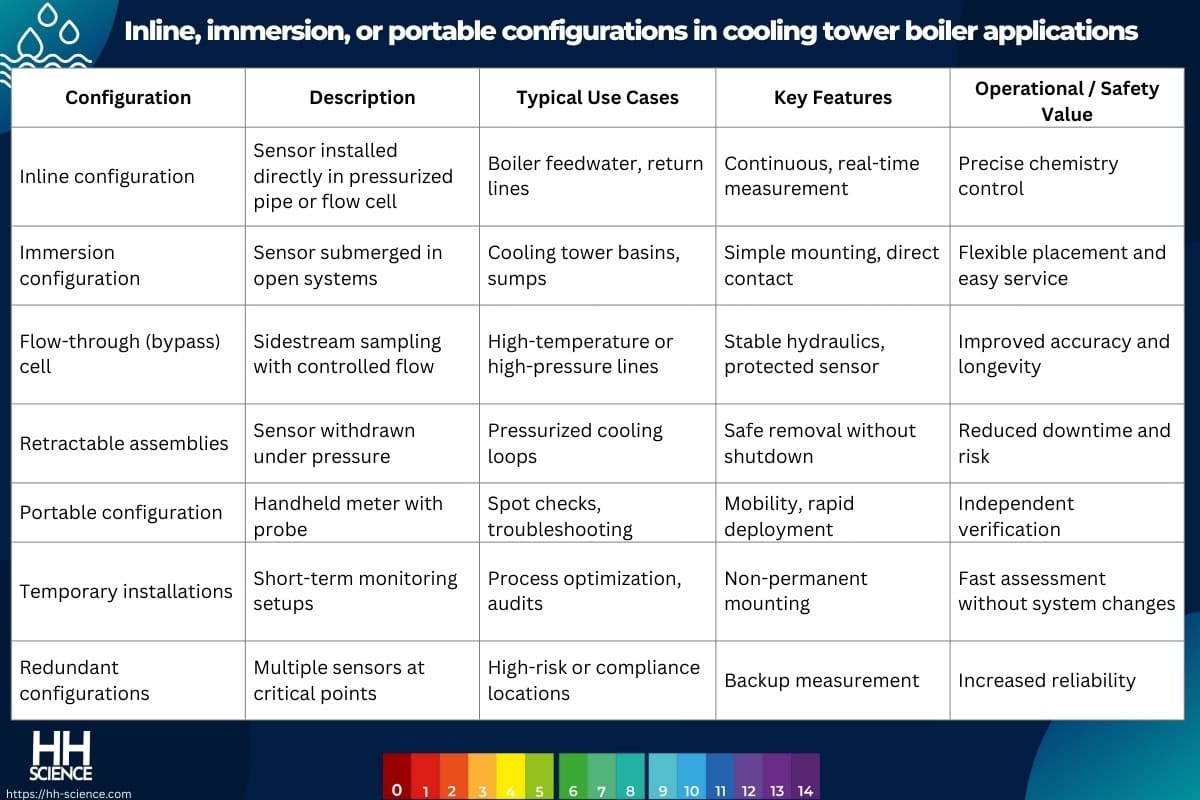
Inline, immersion, and portable pH sensor configurations are all used in cooling tower and boiler applications because monitoring is required across pressurized piping, open basins, and verification points under varying hydraulic and thermal conditions. Selecting the appropriate configuration ensures representative pH measurement, safe maintenance, and reliable control of corrosion, scaling, and chemical treatment programs.
| Configuration | Description | Typical Use Cases | Key Features | Operational / Safety Value |
| Inline configuration | Sensor installed directly in pressurized pipe or flow cell | Boiler feedwater, return lines | Continuous, real-time measurement | Precise chemistry control |
| Immersion configuration | Sensor submerged in open systems | Cooling tower basins, sumps | Simple mounting, direct contact | Flexible placement and easy service |
| Flow-through (bypass) cell | Sidestream sampling with controlled flow | High-temperature or high-pressure lines | Stable hydraulics, protected sensor | Improved accuracy and longevity |
| Retractable assemblies | Sensor withdrawn under pressure | Pressurized cooling loops | Safe removal without shutdown | Reduced downtime and risk |
| Portable configuration | Handheld meter with probe | Spot checks, troubleshooting | Mobility, rapid deployment | Independent verification |
| Temporary installations | Short-term monitoring setups | Process optimization, audits | Non-permanent mounting | Fast assessment without system changes |
| Redundant configurations | Multiple sensors at critical points | High-risk or compliance locations | Backup measurement | Increased reliability |
Installation and maintenance considerations in cooling tower boiler applications
Installation and maintenance considerations in cooling tower and boiler applications are critical because pH sensors operate under high temperature, continuous circulation, chemical dosing, and elevated fouling risk, where incorrect placement or poor service access can quickly lead to unreliable data. Proper installation location, pressure- and temperature-rated assemblies, safe retractable designs, and well-defined calibration and cleaning routines ensure accurate chemistry control, protect heat-transfer assets, and reduce unplanned downtime and total cost of ownership.
Typical installation locations
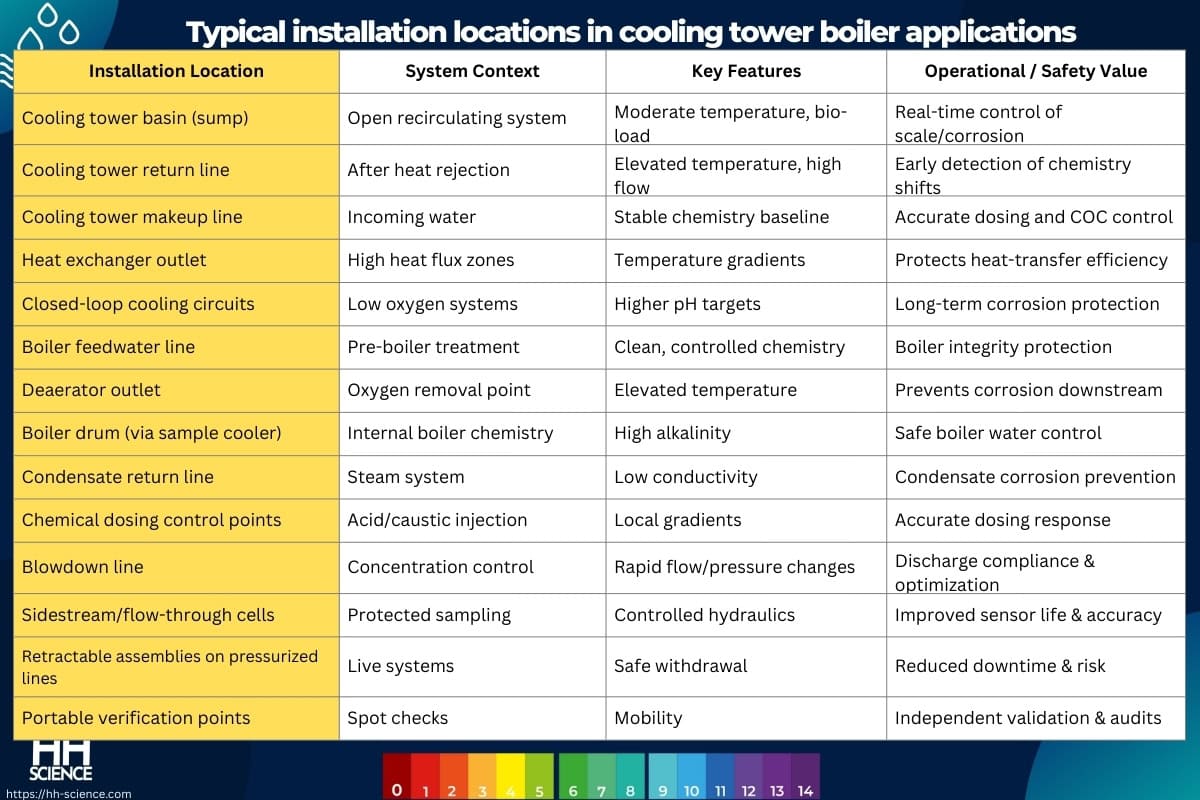
Typical installation locations for pH sensors in cooling tower and boiler applications are selected to support corrosion and scale control, chemical treatment optimization, heat-transfer efficiency, and safe operation across thermal water circuits. Placement focuses on representative chemistry, appropriate temperature/pressure ratings, and safe maintenance access.
| Installation Location | System Context | Key Features | Operational / Safety Value |
| Cooling tower basin (sump) | Open recirculating system | Moderate temperature, bio-load | Real-time control of scale/corrosion |
| Cooling tower return line | After heat rejection | Elevated temperature, high flow | Early detection of chemistry shifts |
| Cooling tower makeup line | Incoming water | Stable chemistry baseline | Accurate dosing and COC control |
| Heat exchanger outlet | High heat flux zones | Temperature gradients | Protects heat-transfer efficiency |
| Closed-loop cooling circuits | Low oxygen systems | Higher pH targets | Long-term corrosion protection |
| Boiler feedwater line | Pre-boiler treatment | Clean, controlled chemistry | Boiler integrity protection |
| Deaerator outlet | Oxygen removal point | Elevated temperature | Prevents corrosion downstream |
| Boiler drum (via sample cooler) | Internal boiler chemistry | High alkalinity | Safe boiler water control |
| Condensate return line | Steam system | Low conductivity | Condensate corrosion prevention |
| Chemical dosing control points | Acid/caustic injection | Local gradients | Accurate dosing response |
| Blowdown line | Concentration control | Rapid flow/pressure changes | Discharge compliance & optimization |
| Sidestream/flow-through cells | Protected sampling | Controlled hydraulics | Improved sensor life & accuracy |
| Retractable assemblies on pressurized lines | Live systems | Safe withdrawal | Reduced downtime & risk |
| Portable verification points | Spot checks | Mobility | Independent validation & audits |
Calibration and cleaning frequency
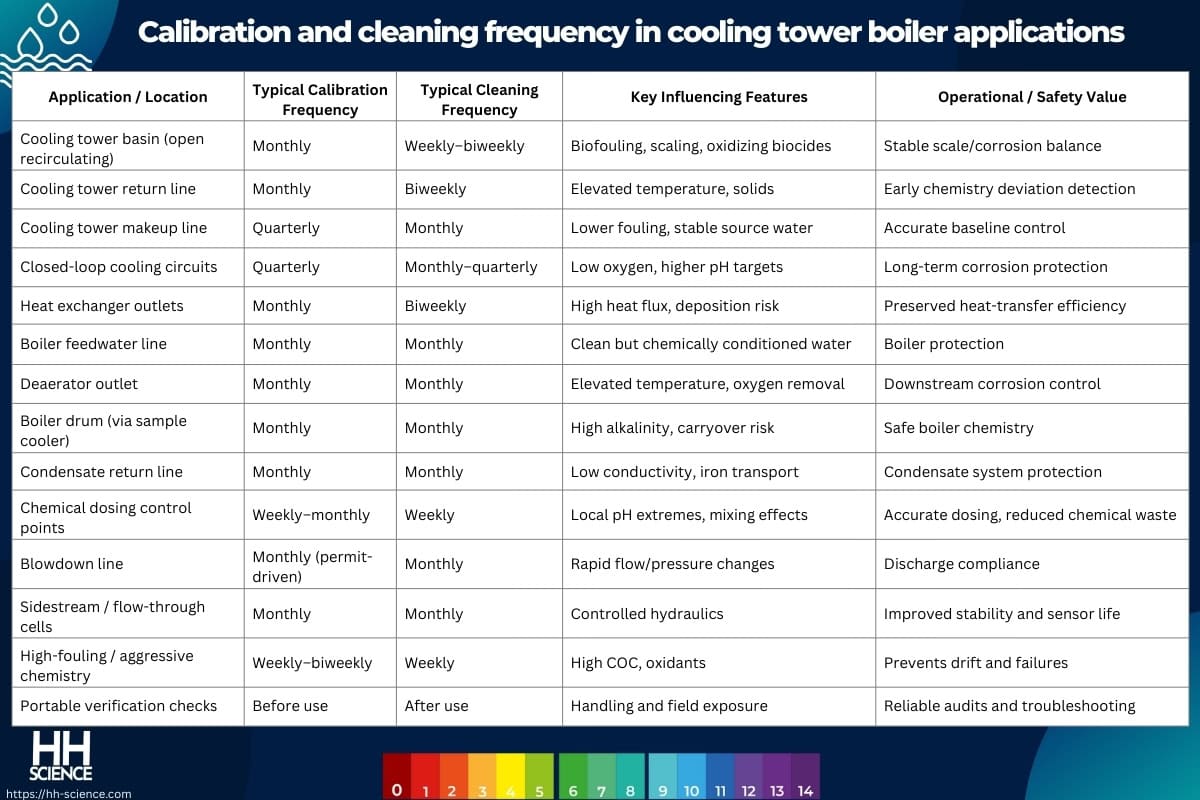
Calibration and cleaning frequency in cooling tower and boiler applications are driven by temperature severity, chemical dosing intensity, cycles of concentration, fouling potential, and criticality of heat-transfer assets, because these factors directly accelerate sensor drift and surface contamination. Defining realistic intervals preserves corrosion and scale control accuracy, protects boilers and heat exchangers, and minimizes downtime and total cost of ownership.
| Application / Location | Typical Calibration Frequency | Typical Cleaning Frequency | Key Influencing Features | Operational / Safety Value |
| Cooling tower basin (open recirculating) | Monthly | Weekly–biweekly | Biofouling, scaling, oxidizing biocides | Stable scale/corrosion balance |
| Cooling tower return line | Monthly | Biweekly | Elevated temperature, solids | Early chemistry deviation detection |
| Cooling tower makeup line | Quarterly | Monthly | Lower fouling, stable source water | Accurate baseline control |
| Closed-loop cooling circuits | Quarterly | Monthly–quarterly | Low oxygen, higher pH targets | Long-term corrosion protection |
| Heat exchanger outlets | Monthly | Biweekly | High heat flux, deposition risk | Preserved heat-transfer efficiency |
| Boiler feedwater line | Monthly | Monthly | Clean but chemically conditioned water | Boiler protection |
| Deaerator outlet | Monthly | Monthly | Elevated temperature, oxygen removal | Downstream corrosion control |
| Boiler drum (via sample cooler) | Monthly | Monthly | High alkalinity, carryover risk | Safe boiler chemistry |
| Condensate return line | Monthly | Monthly | Low conductivity, iron transport | Condensate system protection |
| Chemical dosing control points | Weekly–monthly | Weekly | Local pH extremes, mixing effects | Accurate dosing, reduced chemical waste |
| Blowdown line | Monthly (permit-driven) | Monthly | Rapid flow/pressure changes | Discharge compliance |
| Sidestream / flow-through cells | Monthly | Monthly | Controlled hydraulics | Improved stability and sensor life |
| High-fouling / aggressive chemistry | Weekly–biweekly | Weekly | High COC, oxidants | Prevents drift and failures |
| Portable verification checks | Before use | After use | Handling and field exposure | Reliable audits and troubleshooting |
Expected sensor lifespan
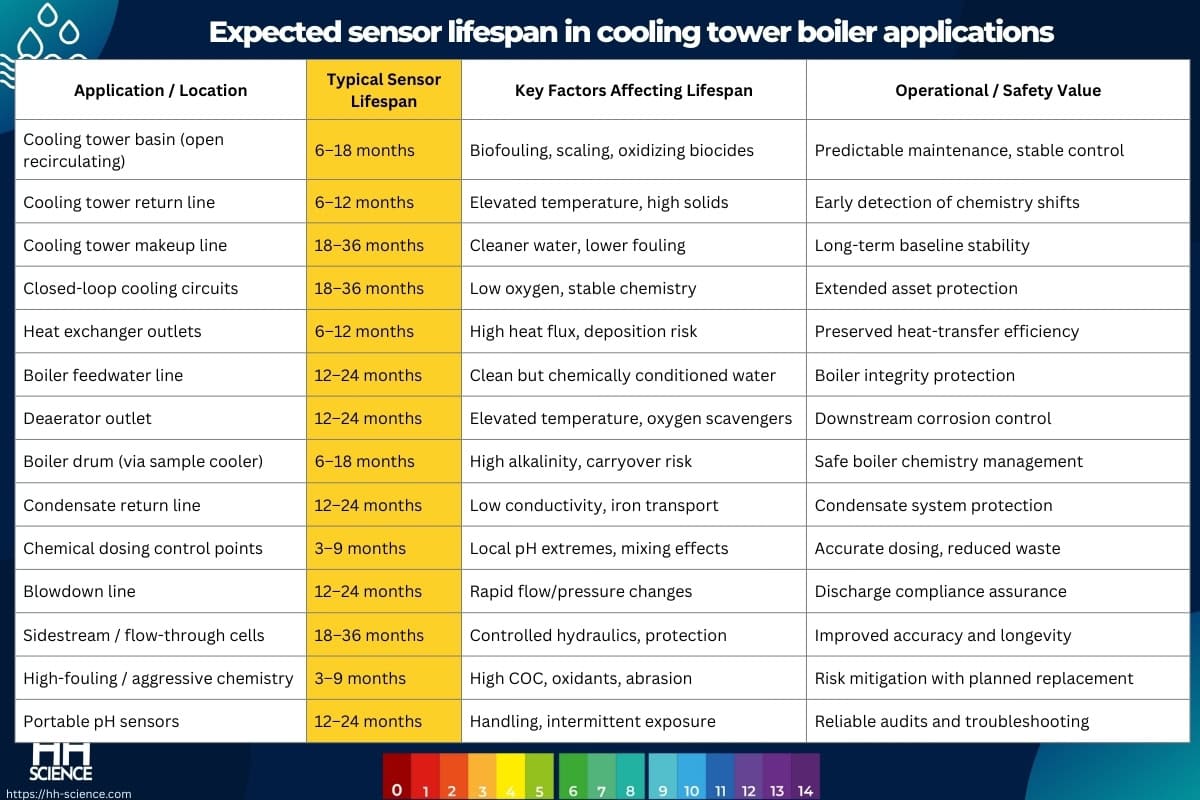
Expected pH sensor lifespan in cooling tower and boiler applications is influenced by operating temperature, chemical exposure, cycles of concentration, fouling severity, flow/pressure stress, installation method, and maintenance discipline, because these systems accelerate glass aging and reference degradation. Setting realistic lifespan expectations supports spare planning, maintenance budgeting, and risk control for heat-transfer–critical assets.
| Application / Location | Typical Sensor Lifespan | Key Factors Affecting Lifespan | Operational / Safety Value |
| Cooling tower basin (open recirculating) | 6–18 months | Biofouling, scaling, oxidizing biocides | Predictable maintenance, stable control |
| Cooling tower return line | 6–12 months | Elevated temperature, high solids | Early detection of chemistry shifts |
| Cooling tower makeup line | 18–36 months | Cleaner water, lower fouling | Long-term baseline stability |
| Closed-loop cooling circuits | 18–36 months | Low oxygen, stable chemistry | Extended asset protection |
| Heat exchanger outlets | 6–12 months | High heat flux, deposition risk | Preserved heat-transfer efficiency |
| Boiler feedwater line | 12–24 months | Clean but chemically conditioned water | Boiler integrity protection |
| Deaerator outlet | 12–24 months | Elevated temperature, oxygen scavengers | Downstream corrosion control |
| Boiler drum (via sample cooler) | 6–18 months | High alkalinity, carryover risk | Safe boiler chemistry management |
| Condensate return line | 12–24 months | Low conductivity, iron transport | Condensate system protection |
| Chemical dosing control points | 3–9 months | Local pH extremes, mixing effects | Accurate dosing, reduced waste |
| Blowdown line | 12–24 months | Rapid flow/pressure changes | Discharge compliance assurance |
| Sidestream / flow-through cells | 18–36 months | Controlled hydraulics, protection | Improved accuracy and longevity |
| High-fouling / aggressive chemistry | 3–9 months | High COC, oxidants, abrasion | Risk mitigation with planned replacement |
| Portable pH sensors | 12–24 months | Handling, intermittent exposure | Reliable audits and troubleshooting |
Trade-offs between accuracy, maintenance, and durability
In cooling tower and boiler applications, trade-offs between accuracy, maintenance, and durability arise because high-accuracy pH sensors with sensitive glass membranes and fast response provide tighter corrosion and scaling control, but are more vulnerable to high temperature, fouling, and chemical attack. More rugged, chemically resistant sensor designs reduce cleaning frequency and extend service life, but may sacrifice response speed or resolution, requiring operators to balance precision, maintenance labor, and total cost of ownership based on system criticality and operating severity.
Regulatory or quality considerations in cooling tower boiler applications
Regulatory and quality considerations in cooling tower and boiler applications are important because pH directly affects environmental discharge compliance, equipment safety, energy efficiency, and adherence to industry best practices for thermal water systems. Accurate pH monitoring supports compliance with blowdown discharge permits, aligns operation with guidelines from boiler and cooling-water authorities, and ensures consistent chemistry control that protects assets, personnel, and operational reliability.
Industry standards in cooling tower boiler applications
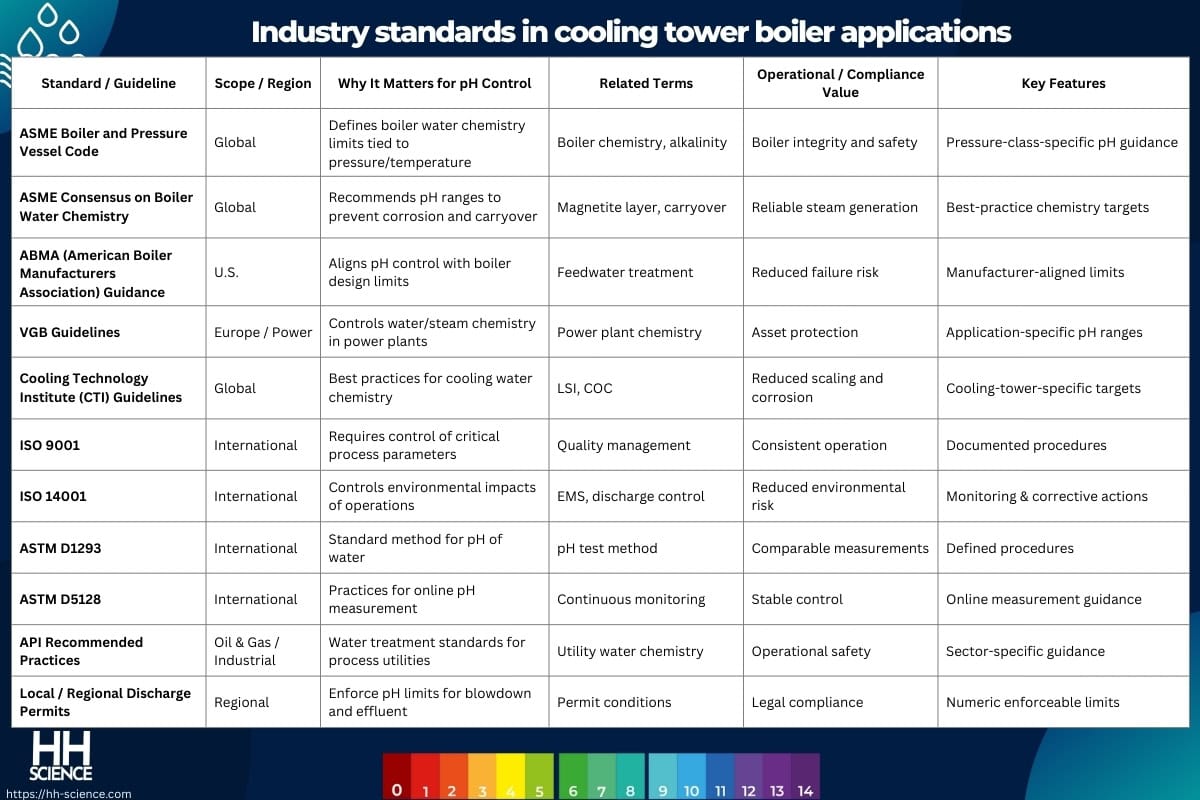
Industry standards in cooling tower and boiler applications define acceptable pH operating windows, monitoring practices, and control requirements to protect heat-transfer assets, ensure safe steam generation, optimize chemical treatment, and meet environmental discharge obligations. These standards exist because pH directly governs corrosion rates, scaling tendency, carryover risk, and compliance performance in high-temperature, high-concentration water systems.
| Standard / Guideline | Scope / Region | Why It Matters for pH Control | Related Terms | Operational / Compliance Value | Key Features |
| ASME Boiler and Pressure Vessel Code | Global | Defines boiler water chemistry limits tied to pressure/temperature | Boiler chemistry, alkalinity | Boiler integrity and safety | Pressure-class-specific pH guidance |
| ASME Consensus on Boiler Water Chemistry | Global | Recommends pH ranges to prevent corrosion and carryover | Magnetite layer, carryover | Reliable steam generation | Best-practice chemistry targets |
| ABMA (American Boiler Manufacturers Association) Guidance | U.S. | Aligns pH control with boiler design limits | Feedwater treatment | Reduced failure risk | Manufacturer-aligned limits |
| VGB Guidelines | Europe / Power | Controls water/steam chemistry in power plants | Power plant chemistry | Asset protection | Application-specific pH ranges |
| Cooling Technology Institute (CTI) Guidelines | Global | Best practices for cooling water chemistry | LSI, COC | Reduced scaling and corrosion | Cooling-tower-specific targets |
| ISO 9001 | International | Requires control of critical process parameters | Quality management | Consistent operation | Documented procedures |
| ISO 14001 | International | Controls environmental impacts of operations | EMS, discharge control | Reduced environmental risk | Monitoring & corrective actions |
| ASTM D1293 | International | Standard method for pH of water | pH test method | Comparable measurements | Defined procedures |
| ASTM D5128 | International | Practices for online pH measurement | Continuous monitoring | Stable control | Online measurement guidance |
| API Recommended Practices | Oil & Gas / Industrial | Water treatment standards for process utilities | Utility water chemistry | Operational safety | Sector-specific guidance |
| Local / Regional Discharge Permits | Regional | Enforce pH limits for blowdown and effluent | Permit conditions | Legal compliance | Numeric enforceable limits |
Internal process and quality requirements in cooling tower boiler applications
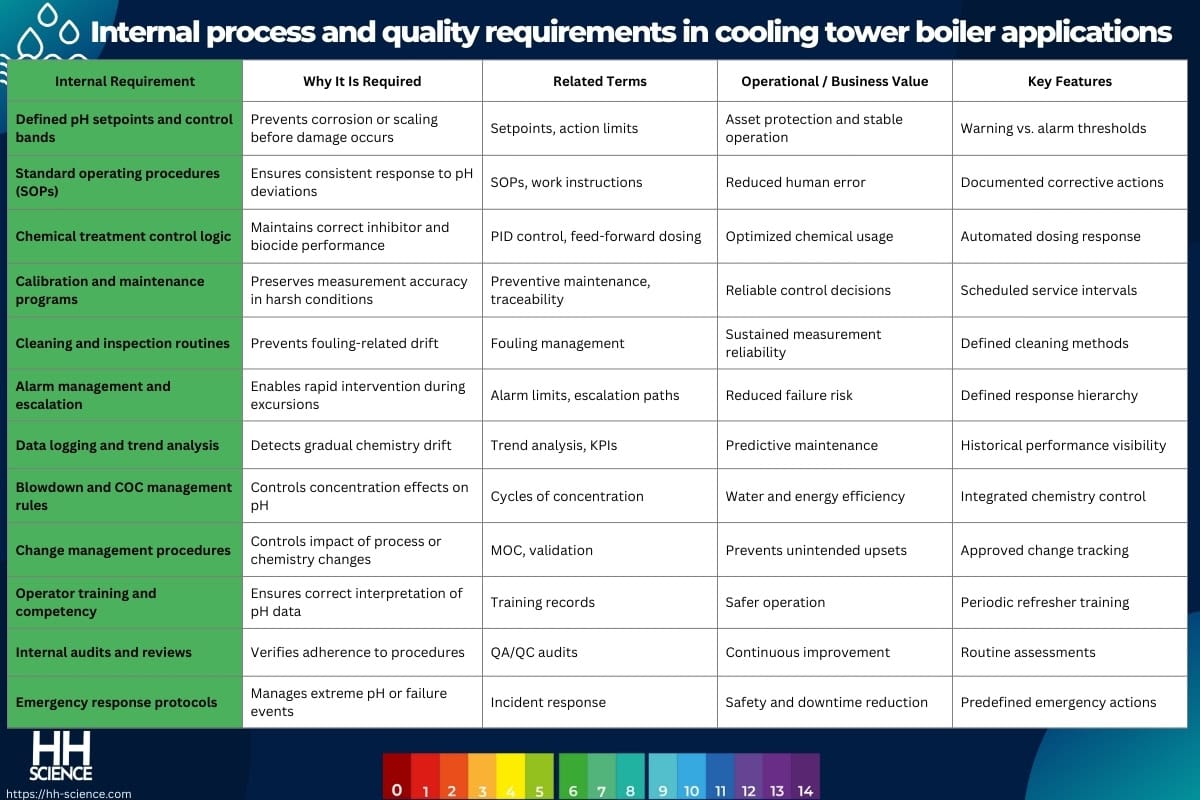
Internal process and quality requirements in cooling tower and boiler applications define how pH is monitored, controlled, documented, and acted upon to protect heat-transfer equipment, maintain chemical treatment effectiveness, ensure safe operation, and meet environmental obligations. These requirements exist because thermal water systems operate under narrow chemistry margins where small pH deviations can rapidly translate into asset damage, efficiency loss, or compliance risk.
| Internal Requirement | Why It Is Required | Related Terms | Operational / Business Value | Key Features |
| Defined pH setpoints and control bands | Prevents corrosion or scaling before damage occurs | Setpoints, action limits | Asset protection and stable operation | Warning vs. alarm thresholds |
| Standard operating procedures (SOPs) | Ensures consistent response to pH deviations | SOPs, work instructions | Reduced human error | Documented corrective actions |
| Chemical treatment control logic | Maintains correct inhibitor and biocide performance | PID control, feed-forward dosing | Optimized chemical usage | Automated dosing response |
| Calibration and maintenance programs | Preserves measurement accuracy in harsh conditions | Preventive maintenance, traceability | Reliable control decisions | Scheduled service intervals |
| Cleaning and inspection routines | Prevents fouling-related drift | Fouling management | Sustained measurement reliability | Defined cleaning methods |
| Alarm management and escalation | Enables rapid intervention during excursions | Alarm limits, escalation paths | Reduced failure risk | Defined response hierarchy |
| Data logging and trend analysis | Detects gradual chemistry drift | Trend analysis, KPIs | Predictive maintenance | Historical performance visibility |
| Blowdown and COC management rules | Controls concentration effects on pH | Cycles of concentration | Water and energy efficiency | Integrated chemistry control |
| Change management procedures | Controls impact of process or chemistry changes | MOC, validation | Prevents unintended upsets | Approved change tracking |
| Operator training and competency | Ensures correct interpretation of pH data | Training records | Safer operation | Periodic refresher training |
| Internal audits and reviews | Verifies adherence to procedures | QA/QC audits | Continuous improvement | Routine assessments |
| Emergency response protocols | Manages extreme pH or failure events | Incident response | Safety and downtime reduction | Predefined emergency actions |
Compliance-driven monitoring needs in cooling tower boiler applications
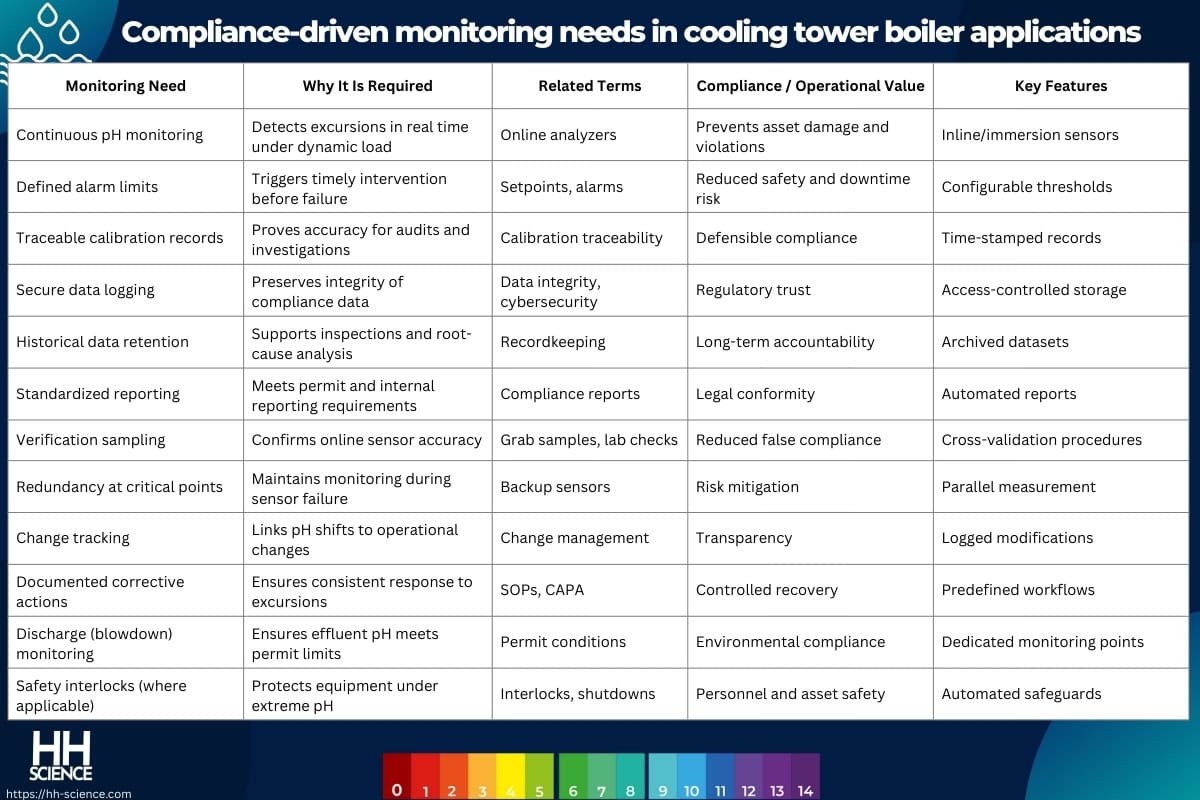
Compliance-driven monitoring needs in cooling tower and boiler applications include continuous pH measurement, defined alarm limits, traceable calibration, secure data logging, standardized reporting, verification sampling, redundancy at critical points, and documented corrective actions, because pH affects environmental discharge permits, boiler safety codes, and industry best-practice compliance. These needs ensure early detection of excursions, defensible audit trails, and consistent corrective response in high-risk thermal systems.
| Monitoring Need | Why It Is Required | Related Terms | Compliance / Operational Value | Key Features |
| Continuous pH monitoring | Detects excursions in real time under dynamic load | Online analyzers | Prevents asset damage and violations | Inline/immersion sensors |
| Defined alarm limits | Triggers timely intervention before failure | Setpoints, alarms | Reduced safety and downtime risk | Configurable thresholds |
| Traceable calibration records | Proves accuracy for audits and investigations | Calibration traceability | Defensible compliance | Time-stamped records |
| Secure data logging | Preserves integrity of compliance data | Data integrity, cybersecurity | Regulatory trust | Access-controlled storage |
| Historical data retention | Supports inspections and root-cause analysis | Recordkeeping | Long-term accountability | Archived datasets |
| Standardized reporting | Meets permit and internal reporting requirements | Compliance reports | Legal conformity | Automated reports |
| Verification sampling | Confirms online sensor accuracy | Grab samples, lab checks | Reduced false compliance | Cross-validation procedures |
| Redundancy at critical points | Maintains monitoring during sensor failure | Backup sensors | Risk mitigation | Parallel measurement |
| Change tracking | Links pH shifts to operational changes | Change management | Transparency | Logged modifications |
| Documented corrective actions | Ensures consistent response to excursions | SOPs, CAPA | Controlled recovery | Predefined workflows |
| Discharge (blowdown) monitoring | Ensures effluent pH meets permit limits | Permit conditions | Environmental compliance | Dedicated monitoring points |
| Safety interlocks (where applicable) | Protects equipment under extreme pH | Interlocks, shutdowns | Personnel and asset safety | Automated safeguards |
Selecting the right pH measurement approach in cooling towers boilers applications
Selecting the right pH measurement approach in cooling tower and boiler applications is critical because sensors must operate reliably under high temperature, continuous circulation, chemical dosing, and concentration effects while supporting corrosion and scale control. Aligning sensor technology, installation configuration, maintenance strategy, and data management with system severity and compliance risk ensures stable chemistry control, protects heat-transfer assets, and minimizes energy, water, and operating costs.
Decision support for cooling tower boiler applications
Decision support helps translate system-specific risks—such as corrosion potential, scaling tendency, operating temperature, metallurgy, and discharge compliance—into clear pH measurement requirements. By evaluating accuracy needs, durability, maintenance capacity, and total cost of ownership, this step ensures pH monitoring solutions align with both asset protection priorities and regulatory obligations.
Application-driven measurement strategies
Application-driven measurement strategies focus on matching pH measurement design to specific thermal water use cases, such as open cooling towers, closed loops, boiler feedwater, or boiler internal chemistry. This approach ensures sensor type, placement, configuration, and service intervals reflect real operating conditions, delivering representative data that supports stable chemical treatment and heat-transfer efficiency rather than reactive correction.
Linking cooling tower boiler applications to sensor selection and oem solutions
Linking cooling tower and boiler applications to sensor selection and OEM solutions connects operating challenges with optimized sensor materials, reference designs, temperature ratings, and mechanical assemblies. This enables tailored solutions—such as high-temperature glass, differential reference systems, retractable housings, or digital diagnostics—that reduce maintenance burden, improve long-term reliability, and maximize lifecycle value in demanding thermal water environments.





